
С точки зрения автоматизации важной характеристикой оборудования, в частности станков, является степень их универсальности, так как от этого зависят способы, формы и уровень автоматизации.
Под автоматизацией понимают совокупность мероприятий по разработке технологических процессов и созданию высокопроизводительных автоматически действующих средств производства, освобождающих человека от всех работ, связанных с выполнением технологического процесса и оперативного управления им (автоматизация — это самоуправление). Автоматизация может быть частичной и полной (или комплексной). Иногда комплексная автоматизация, включающая полную обработку изделия (от заготовки до готовой продукции), может быть осуществлена на одном автомате, например, изготовление из прутка винта со шлицем на одношпиндельном токарно-револьверном автомате при наличии шлицефрезерного устройства. Чаще всего для комплексной автоматизации требуется создание автоматических линий, цехов и заводов.-
Все способы автоматизации обработки металлов резанием можно разделить на два вида: жесткую и гибкую.
Жесткая автоматизация применяется исключительно в массовом и крупносерийном производстве и базируется на применении специальных и специализированных станков, где переход на другой вид изделия требует большой затраты времени. Однако подавляющая часть продукции выпускается небольшими партиями, что связано с непрерывным прогрессом техники, уменьшением сроков морального износа оборудования, быстрой сменяемостью объектов производства. Так, в США примерно 90 % производства приходится на небольшие партии (менее 25 шт.). Достаточно сказать, что к единичному и мелкосерийному производству относится почти все тяжелое машиностроение (производство крупных и уникальных станков, судо-, турбо-, авиастроение и т. д.)-
Автоматы и полуавтоматы различного технологического назначения появились давно. Автоматизация движения в таких станках осуществляется различного рода кулачками, командоаппаратами, коноидами, шарнирами и другими кинематическими элементами, задающими не только величину, но и скорость перемещения рабочего органа. Недостатки таких станков: износ кулачков, что приводит

к снижению точности; сложность переналадки и длительность регулировки. Однако из-за высокой надежности и простоты они являются мощным средством автоматизации.
В настоящее время становится актуальной автоматизация единичного и мелкосерийного производств, сочетающая высокую производительность автоматов и полуавтоматов с широкими технологическими возможностями станков о ЧПУ при их быстрой переналадке. В этом и заключается смысл гибкой автоматизации.
Характерный пример гибкой автоматизации — копировальный станок. Однако автоматизация на основе копировальных станков со следящим приводом осложняется большими затратами времени на изготовление шаблонов и копиров (несколько месяцев). Учитывая тот факт, что в последнее время возросла потребность в изготовлении фасонных изделий сложной и часто изменяемой формы, возникла потребность в более гибких и мобильных системах управления, к которым относятся системы ЧПУ.
В зависимости от вида производства для осуществления автоматизации требуются различные средства (рис. 1.1). Если в условиях жесткой автоматизации при массовом и крупносерийном производстве обработка несложных деталей осуществляется на станке-автомате, например, дета-
ли тел вращения, более сложных корпусных деталей — на однопозиционном или многопозиционном агрегатном станке, а еще более сложных деталей — на автоматической линии, то в условиях гибкой автоматизации при серийном, мелкосерийном и единичном производстве несложных деталей требуется станок с ЧПУ, более сложных — многооперационный станок, а еще более сложных — гибкая станочная система.
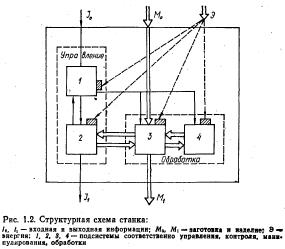
Единицей основного оборудования как средства автоматизации является металлорежущий станок, представляющий систему, состоящую из нескольких функциональных подсистем (рис. 1.2.)
Подсистема манипулирования обеспечивает загрузку и зажим заготовок, разжим, перемещение и разгрузку готовых изделий, смену режущих инструментов, приспособлений и рабочих органов станка. Подсистема управления на основе входной внешней информации (чертеж, маршрутная технология, управляющая программа) и дополнительной внутренней информации от контрольных и измерительных устройств обеспечивает правильное функционирование всех остальных подсистем в соответствии с поставленной задачей. Текущая информация поступает в подсистему управления от соответствующих преобразователей (датчиков) подсистемы контроля. Выходная информация содержит сведения о фактических параметрах обработанной детали.
Рабочий цикл станка как машины складывается из длительности рабочих tp и холостых tx ходов:
Т = tp -tx. (1.1)
За время рабочего цикла станок выдает одну или несколько деталей, т. е. каждый механизм за цикл обработки одной детали, как правило, срабатывает один раз.
Так как большинство движений и процессов являются циклическими, то для увязки работы отдельных механизмов удобно пользоваться условными диаграммами — циклограммами.
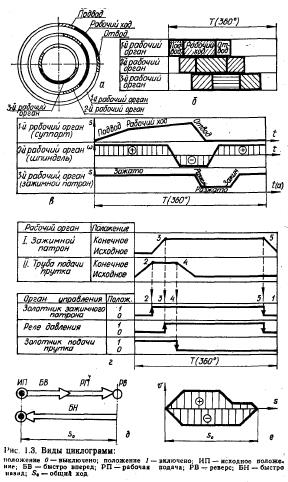
Циклограммы чаще всего показывают зависимость перемещений рабочих органов от времени или от соответствующих углов поворота распределительного вала и бывают:
1) круговые (в полярной системе координат), где циклу движения каждого механизма соответствует окружность произвольного радиуса, на которой изображены фазы движения с поясняющими надписями (рис. 1.3, а)
2) линейные, где работе каждого механизма соответствует отрезок прямой (или полосы) с изображением фаз движения и поясняющими надписями (рис. 1.3, б);
3) с условным изображением рабочих органов в прямоугольной системе координат (рис. 1.3, в), наиболее часто применяемые; такие циклограммы могут строиться для перемещений (s — t), скоростей (υ — t или и ω — t), ускорений, нагрузок, давления в гидросистеме и т. д.; синхронные диаграммы дают возможность проверить правильность цикла и по возможности совместить во времени, т. е. «уплотнить» цикл;
4) совмещенные диаграммы движения рабочих органов и органов управления (рис. 1.3, е), где числами обозначены моменты подачи команд и положения органов управления в течение цикла; каждое одновременное переключение органов управления называют тактом, а последовательность переключения изображают в виде тактограмм;
б) упрощенные линейные (рис. 1.3, б) или в координатах и υ — s (рис. 1.3, е) для возвратно-поступательного движения рабочего органа.

Если станок, кроме рабочих ходов, самостоятельно выполняет и холостые, то он считается автоматом (рис. 1.4) или полуавтоматом.
Станком-автоматом называется самоуправляющаяся рабочая машина, которая при осуществлении заданного технологического процесса самостоятельно выполняет все рабочие и холостые движения цикла обработки и нуждается лишь в контроле за ее работой и наладке. Степень автоматизации станка можно повысить путем введения автоматических внецикловых механизмов и устройств, не связанных непосредственно с рабочим циклом автомата (замена и регулировка инструмента, уборка отходов и т. д.).
Станком-полуавтоматом называется рабочая машина, работающая в автоматическом цикле, для повторения которого требуется вмешательство рабочего (загрузка заготовок и разгрузка деталей, пуск станка, реже ориентация изделий).
Станок с ЧПУ также является станком- автоматом и отличается лишь способом преобразования информации.
Процесс преобразования информации в станке-автомате состоит в преобразовании дискретных сигналов, заданных конструкторской и технологической документацией, в непрерывные (аналоговые) сигналы системы управления. Ему присущи два основных недостатка: 1 — информация однозначно превращается из дискретной в аналоговую, что приводит к погрешностям при изготовлении и изнашивании; 2 — необходимо изготовлять копиры, кулачки и выполнять трудоемкую наладку.
Процесс преобразования информации в станках с ЧПУ — это преобразование дискретных сигналов в дискретные о вытекающими отсюда двумя основными достоинствами!
1 — возможность выполнения сложных движений за счет управления несколькими координатами; 2 — абстрактный и однозначный характер информации, что позволяет автоматизировать процесс программирования с применением ЭВМ и автоматизировать в комплексе цепочку: проектирование— программирование — производство.
Для комплексной обработки деталей различными видами инструментов применяются многооперационные станки, оснащенные системой ЧПУ, автоматическими сменой и закреплением режущего инструмента и обеспечивающие обработку детали за один установ с различных сторон.
Для комплексной обработки сложных деталей в условиях массового и крупносерийного производства станки-автоматы объединяют в автоматические линии [16]. Автоматическая линия — автоматически действующая система станков и других машин, расположенных в технологической последовательности и объединенных общими средствами транспортировки, управления, накопления заделов, удаления отходов и др.
Создание гибких автоматизированных производств (ГАП) является генеральным направлением автоматизации машиностроения в условиях мелкосерийного производства. ГАП — это принципиально новый тип производства, основанный на использовании металлообрабатывающих станков с ЧПУ, в том числе быстропереналаживаемого многоцелевого оборудования, промышленных роботов и ЭВМ.
В настоящее время часто применяется термин «гибкая производственная система» (ГПС). Это более конкретное понятие, применяемое к определенному типу системы. ГПС (ГОСТ 26228—85) — совокупность в разных сочетаниях оборудования с ЧПУ, гибких производственных модулей (П1М), роботизированных технологических комплексов (РТК), отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течение заданного интервала времени, обладающая свойствами автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
Итак, основными составными частями ГПС являются: ГПM — единица технологического оборудования для производства изделий произвольной номенклатуры в установленных пределах значений их характеристик с программным управлением, автономно функционирующая, автоматически осуществляющая все функции, связанные с их изготовлением, имеющая возможность встраивания в ГПС; РТК — совокупность единиц технологического оборудования, промышленного робота и средств оснащения, автономно функционирующая и осуществляющая многократные рабочие циклы; ГПС — совокупность взаимосвязанных автоматизированных систем проектирования изделий, технологической подготовки их производства, управления при помощи ЭВМ, перемещения предметов производства и технологической оснастки.
В общем случае в обеспечение функционирования ГПС входят следующие автоматизированные системы: транспортно-складская (АТСС); инструментального обеспечения (АСИО); контроля (САК); удаления отходов (АСУО); управления технологическими процессами (АСУ ТП); научных исследований (АСНИ); проектирования (САПР); технологической