
Технологичность детали. Габаритные размеры плоских деталей (заготовок) из металлов, вырезаемых в инструментальных штампах, колеблются от нескольких миллиметров до нескольких метров, а по толщине от 0,03—0,05 до 20—25 мм и выше Верхний предел вырезаемых деталей (заготовок) по толщине и габаритным размерам ограничивается мощностью имеющегося на заводе парка оборудования (прессов) и размерами стола и ползуна пресса, а нижний — возможностью изготовления штампа. Вырезку деталей из магниевых сплавов толщиной более 1,5 мм производят в нагретом состоянии. Температура нагрева 320—360° С. Вырезку и пробивку деталей

и заготовок из титановых сплавов ВТ1-1 производят в холодном состоянии, из титанового сплава ВТ1-2 в нагретом, из ВТ5 при S < 2 мм в холодном, а при S > 2 мм в нагретом состоянии. Температура нагрева 300—400°. При вырезке из нагретого материала следует нагревать и штамп.
Когда вырезаемая деталь (заготовка) имеет выступы или пазы (рис. 16,а), то они могут быть получены вырезкой, если их размеры больше следующих значений:
![]()
Минимальная ширина b детали или участка контура, получаемая вырезкой, должна быть больше 1.5S. Если деталь узкая и длинная (ширина b меньше 3S), ее целесообразно получать расплющиванием из проволочной заготовки с последующей обрезкой по контуру.
Радиус скругления наружного контура R при вырезке детали из полосы, ширина которой равна ширине детали b, чтобы избежать образования уступов, находят из выражения R>= 0,6b.
Минимальные размеры пробиваемых отверстий (рис. 16, б) зависят от их формы и механических свойств штампуемого материала и при использовании обычных инструментальных штампов имеют значения, приведенные в табл. 8
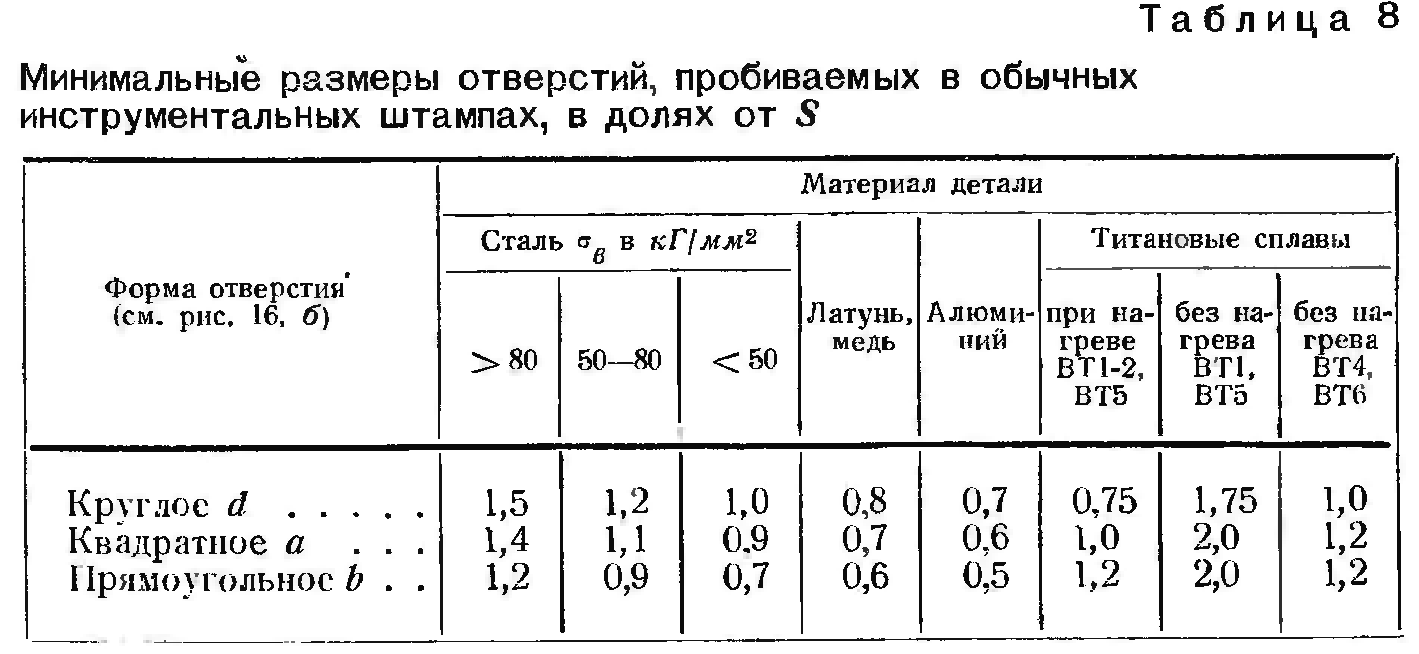
Необходимо отметить следующее:
1. При пробивке отверстий соотношение d > S справедливо только для быстроходных механических прессов, в которых пуансон подвергается ударной нагрузке. Применяя гидравлические прессы, можно d брать меньше S.
2. Используя специальные дыропробивные штампы, можно пробивать отверстия в твердой стали d =0,5 S, мягкой стали и латуни d = 0,35S, алюминии d = 0,3S.
3. В настоящее время делают попытки использовать процесс вибрационной пробивки отверстий. Пуансон пульсирует с частотой 50—75 ход/сек. Такой способ позволяет производить пробивку отверстий диаметром (0,5—0,4) S.
Если пробиваемое отверстие имеет уступы (рис. 16, в), то их высота должна быть больше толщины штампуемого материала, т. е. h >=S. При меньших значениях h получить уступы пробивкой невозможно.
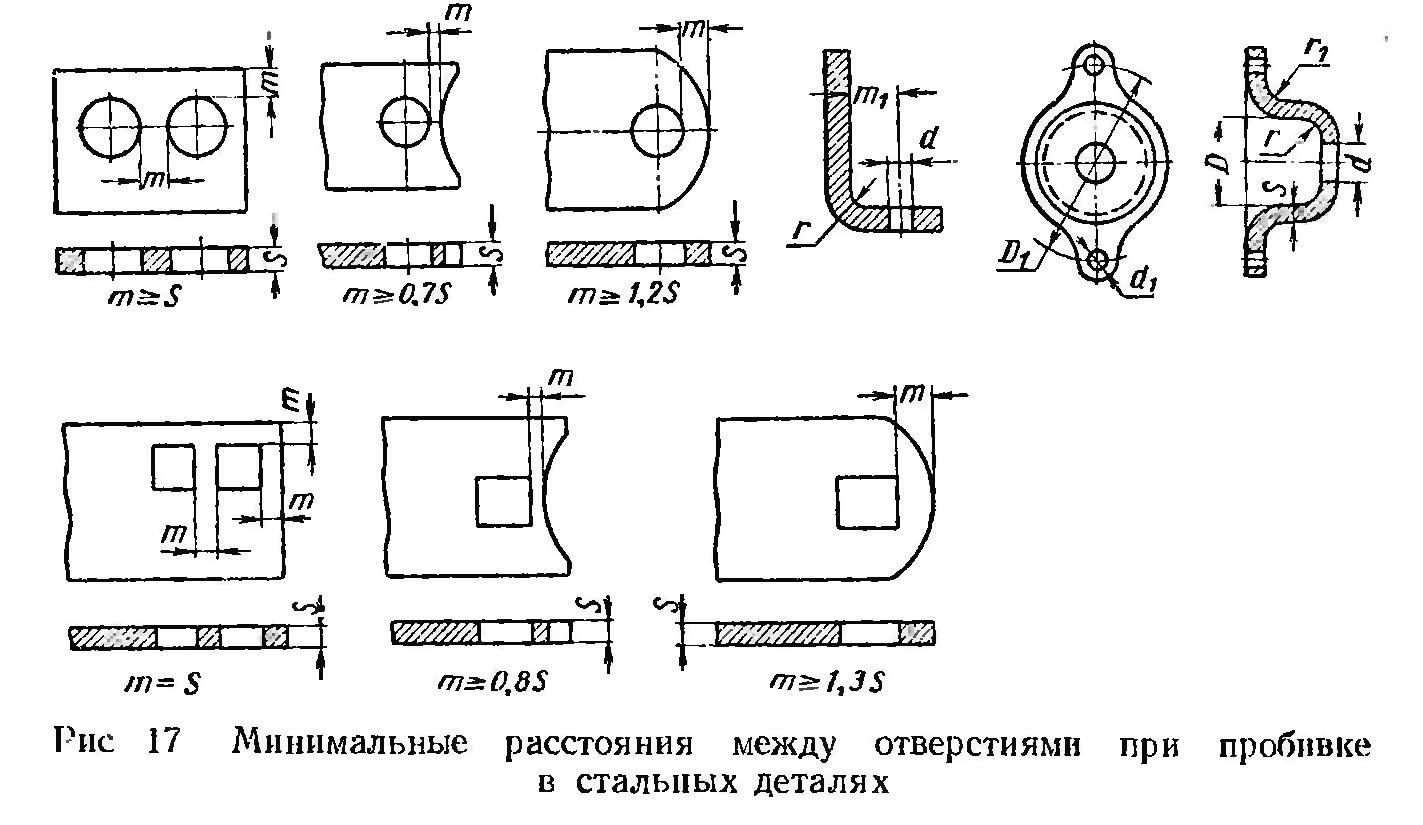
Расстояние между пробиваемыми отверстиями или между краем детали и отверстием (рис. 17) регламентируется формой отверстия, наружным контуром детали, толщиной и свойствами штампуемого материала. Минимальные значения перемычек т, при которых можно использовать пробивку для стали, составляют (0,7-1,5) S.
Величина перемычки т между отверстиями.и краем наружного контура детали и отверстиями не только определяет возможность пробивки, но и конструкцию штампа. Если перемычка т мала, пробить одновременно несколько отверстий или контур и отверстия невозможно из-за недостаточной прочности матрицы. Детали с близко расположенными отверстиями в зависимости от условий производства штампуют на двух или нескольких штампах простого действия или на одном комбинированном штампе последовательного действия. В обоих случаях стоимость детали увеличивается за счет
высокой стоимости штампов, а точность исполнения детали уменьшается. Величины перемычек t в матрице, при которых возможна одновременная пробивка двух и более отверстий или вырезка контура и пробивка отверстий в инструментальных штампах, имеют следующие значения в долях толщины вырезаемых деталей S*:
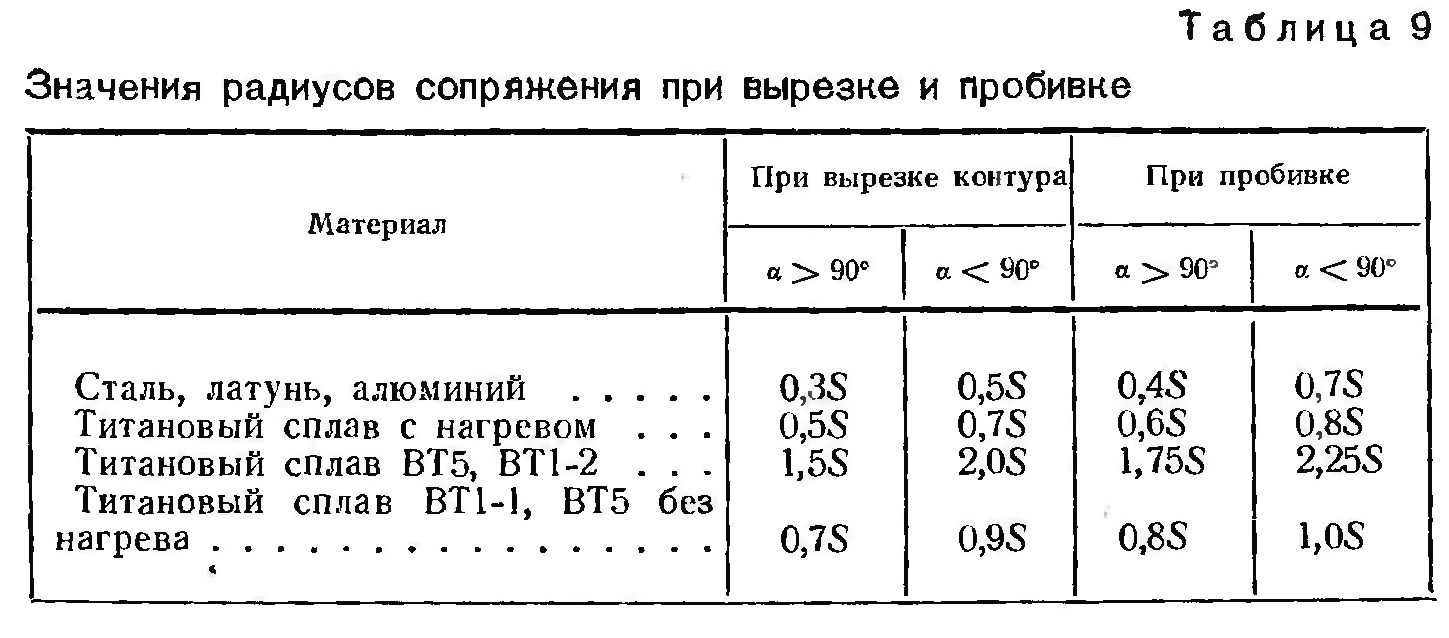
 Стороны вырезаемого контура (если вырезка производится но всему контуру) или пробиваемого отверстия должны сопрягаться плавными кривыми с возможно большими радиусами R (рнс. 16, г). Радиусы сопряжения R должны быть нормализованы, а их минимальные значения в долях толщины S должны удовлетворять данным табл. 9.
Стороны вырезаемого контура (если вырезка производится но всему контуру) или пробиваемого отверстия должны сопрягаться плавными кривыми с возможно большими радиусами R (рнс. 16, г). Радиусы сопряжения R должны быть нормализованы, а их минимальные значения в долях толщины S должны удовлетворять данным табл. 9.
Исключение из указанного правила составляют детали, получаемые безотходной штамповкой, или детали, контур (отверстие) которых вырезают (пробивают) составными пуансонами; в этом случае сопряжений по радиусу получить не удается.
В случае вытянутых и изогнутых деталей, кроме сохранения минимальной перемычки между пробиваемыми отверстиями и между наружным контуром и отверстиями, необходимо выдержать определенное расстояние m1 между отверстиями и вертикальной стенкой детали, при котором исключалась бы возможность набега края отверстия на радиус сопряжения стенок. В противном случае пуансон при пробивке вследствие изгиба может сломаться или, наскочив на режущую кромку матрицы, вызовет выкрашивание рабочей кромки.
Минимальное расстояние от оси отверстия до вертикальной стенки m1 определяется по формулам:

Если указанные условия не выдержаны, для пробивки необходимо применять специальные пуансоны.
Вырезка и пробивка в зависимости от требований к точности штампуемой детали и шероховатости поверхности среза могут быть окончательными или заготовительными операциями. Если требуемая точность детали или поверхности выше данных, приведенных в табл. 12, эти операции являются заготовительными.
Приведенные сведения позволяют судить о конфигурации и размерах деталей (заготовок), которые могут быть получены вырезкой и пробивкой на инструментальных штампах. Для увеличения срока службы штампа между переточками, а главное для удешевлении его изготовления, а значит и снижения стоимости штампуемых деталей , необходимо в деталях избегать резких переходов, узких и шинных открытых прорезей и обеспечить получение минималь-ипго числа отходов.
Процесс вырезки и пробивки. Последовательность процесса вырсзки и пробивки показана на рис. 18. Процесс состоит из трех индий: упругих деформаций, пластических деформаций и скалывания.
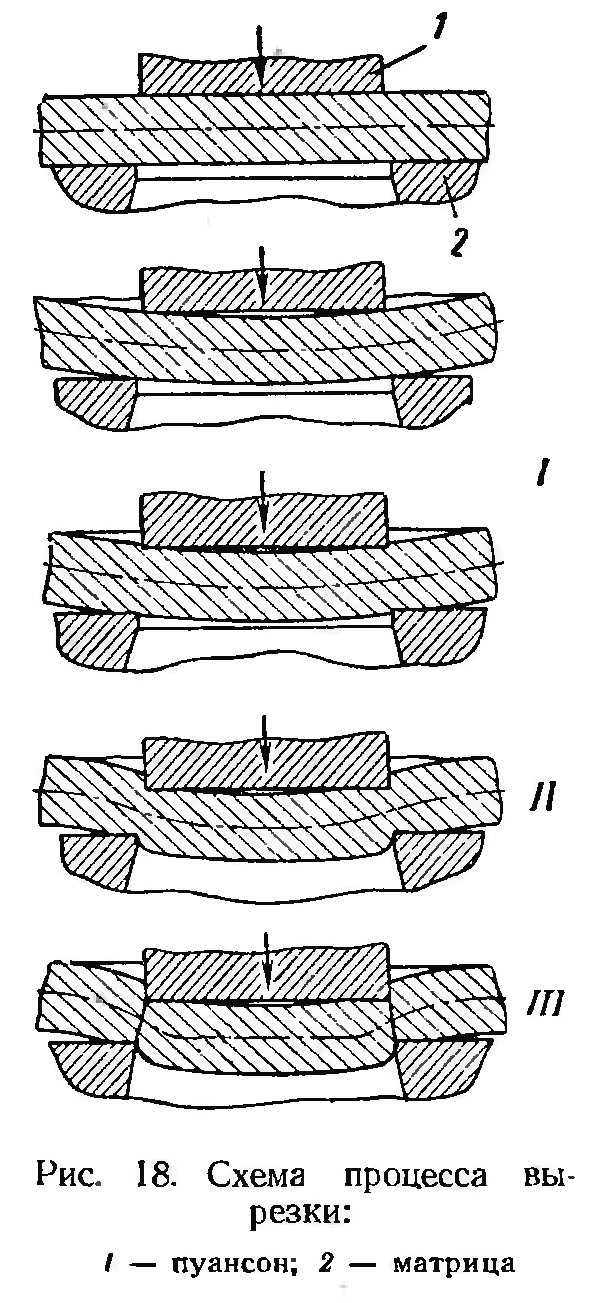
В начале процесса деформирования (рис. 18, I), что соответствует стадии упругих деформаций, материал под пуансоном и вблизи от него испытыdает упругое сжатие и изгиб и слегка вдавливается в отверстие матрицы (возникает «тарельчатость» штампуемой детали).
В этой стадии величина напряжения в материале ниже предела упругости. При дальнейшем деформировании, т. е. погружении пуансона в материал, упругие деформации переходят в пластические, материал с помощью пуансона продолжает вдавливаться в матрицу (рис. 18, II). Процесс вдавливания металла в матрицу сопровождается вследствие неравномерного распределения напряжений по сечению вырезаемой детали разрушением поверхностных слоев. Стадия пластических деформаций переходит в стадию скалывания. В этой стадии вначале появляются микро-, а затем макротрещины (рис. 18, III), образующиеся у режущих кромок пуансона и матрицы и направленные по линии наибольших деформаций сдвига (поверхностям скольжения); скалывающие трещины быстро распространяются на внутренние слои материала и вызывают отделение детали. Величина погружения пуансона в материал до появления скалывающих трещин зависит от свойств вырезаемого материала и составляет (0,25—0,6) S. При дальнейшем перемещении пуансона он проталкивает вырезанную деталь через рабочую зону матрицы и она падает в тару.
Сказанное относилось к вырезке или пробивке пуансонами и матрицами с острыми режущими кромками. Если режущие кромки у последних притуплены, качественная картина процесса разделения материала будет такой же, как и при острых кромках. Однако соотношение между стадиями пластических деформаций и скалывания количественно отличается. Стадия пластической деформации увеличивается, а стадия скалывания уменьшается, что связано, с уменьшением концентрации напряжений на режущих кромках пуансона и матрицы, а это, в свою очередь, приводит к запаздыванию момента разделения деформируемого материала. В связи с этим материал в зоне разделения упрочняется более интенсивно, что вызывает рост удельного сопротивления разделению. С увеличением радиуса притупления матрицы удельное сопротивление разделению возрастает.
В этом случае скалывающие трещины, идущие от пуансона и матрицы, появляются одновременно, как это имеет место у острых режущих кромок, а со стороны пуансона они появляются позже, чем со стороны матрицы.
При вырезке и пробивке образуется неровная поверхность разделения материала, состоящая из блестящего пояска (зона среза) и шероховатой части (зона скалывания), расположенной по отношению к блестящему пояску под определенным углом скола. Как указывалось ранее, скалывающие трещины, идущие от режущих кромок, пуансона и матрицы, направлены под некоторым углом к поверхности детали. Для того чтобы направления этих трещин совпали, необходимо наличие некоторого зазора между пуансоном и матрицей. Угол наклона скалывающих трещин зависит от свойств вырезаемого материала и составляет 3—15°. Чем тверже материал, тем больше угол наклона скалывающих трещин. Необходимо отметить, что при вырезке весьма хрупких материалов, в частности закаленной стали, при погружении пуансона в материал на 10% его толщины процесс вырезки заканчивается. При этом размеры вырезанной детали оказываются меньше размера матрицы, так как трещины скалывания не доходят до ее режущих кромок.
Следовательно, поверхность среза у вырезанной детали или пробитого отверстия имеет форму конуса, а в случае использования некоторых материалов, например красной меди, образуется даже двойной конус. Нижний размер детали (заготовки) соответствует размеру матрицы, а верхний — пуансону. У пробитого же отверстия наоборот.
Правильно выбранные размеры (поперечного сечения) пуансона и матрицы обеспечивают соединение скалывающих трещин и дают чистый срез по периметру вырезаемой детали или пробиваемого отверстия. Если же размеры выбраны неправильно, т. е. зазор между пуансоном и матрицей мал или велик, усилие вырезки или пробивки будет больше усилия при нормальном зазоре, стойкость рабочих деталей штампа в 1,5—2,5 раза меньше, качество поверхности среза вырезанной детали или пробитого отверстия ухудшается
Исследованиями установлено, что зазор между пуансоном и матрицей при вырезке и пробивке зависит; от толщины штампуемого материала и требований, предъявляемых к чистоте среза.
Величины диаметральных зазоров (начальных) между пуансоном и матрицей при вырезке и пробивке металлов приведены в табл. 10.
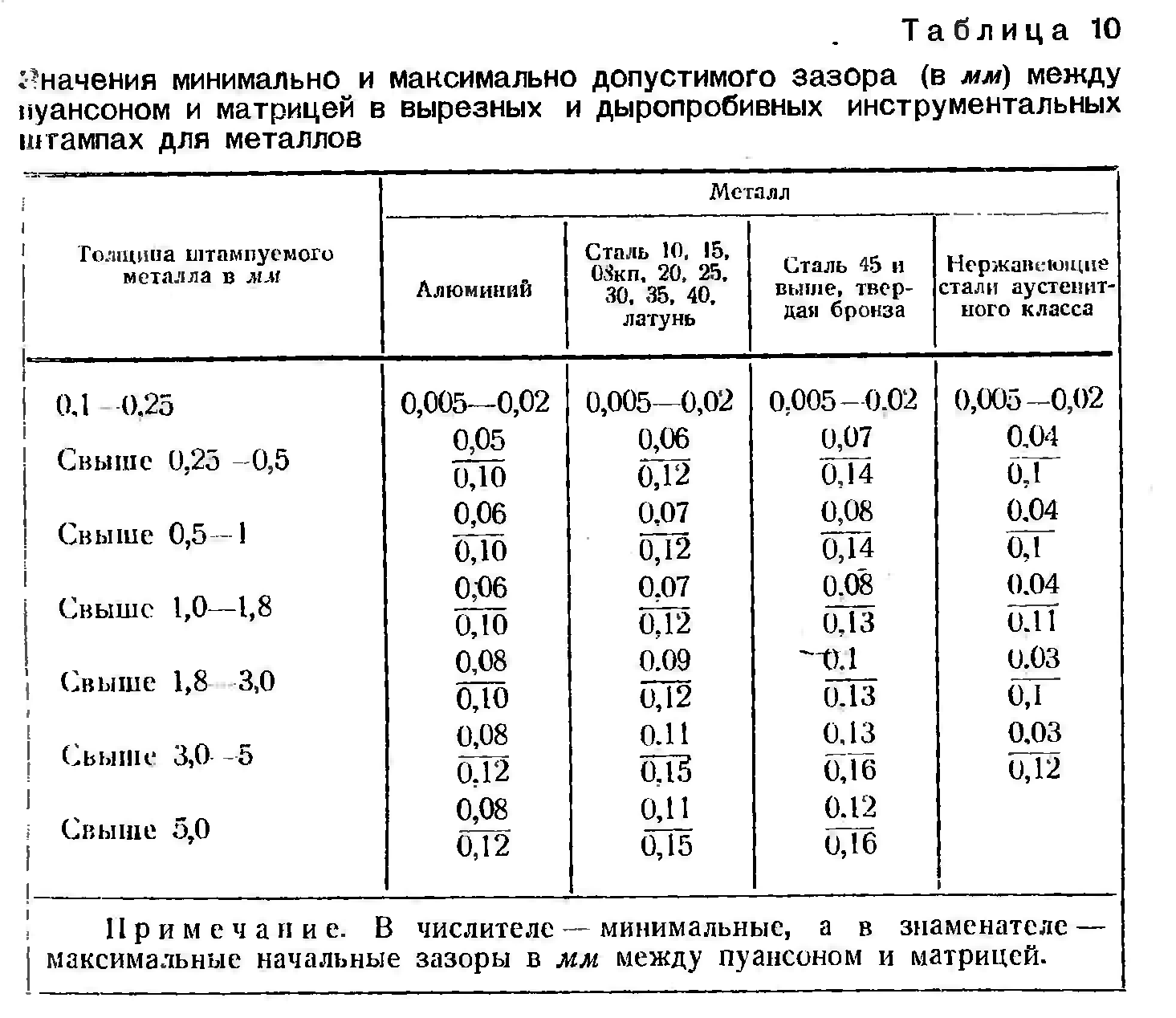 При назначении зазора следует учитывать, что минимальные начальные зазоры являются номинальными. Если по условиям производства необходимо получить плоскость среза, почти перпендикулярную к поверхности материала, необходимо брать зазоры на 30—40% меньше приведенных в табл. 10.
При назначении зазора следует учитывать, что минимальные начальные зазоры являются номинальными. Если по условиям производства необходимо получить плоскость среза, почти перпендикулярную к поверхности материала, необходимо брать зазоры на 30—40% меньше приведенных в табл. 10.
Для электротехнической стали Э4АА диаметральные зазоры составляют 10—15% толщины материала; для хромоникелевых сталей 6—14%, для титановых сплавов ВТТ-1 и ВТ5 6—10%, для магниевых сплавов 3—5%, а для закаленных сталей с твердостью HRC 30—35 зазор 15—20% толщины материала. При вырезке крупногабаритных деталей из тонкого материала, штампуемых на прессах с С-образной станиной, зазоры должны быть на 25—30% больше приведенных в табл. 10.
При определении размеров пуансонов и матриц следует исходить из минимальных начальных зазоров.
При увеличенных зазорах в дыропробивных штампах наблюдается прилипание отхода к торцу пуансона, что может привести к поломке штампа. Избежать этого можно, снабдив пуансоны отлипателями. В случае пробивки в нержавеющей стали отверстий диаметром менее 2,5 мм при условии, что толщина материала 1—2,5 мм, зазор между пуансоном и матрицей следует брать до 0,3 S. Длина собственно рабочей части пуансона должна быть не более 0,5—1,2 мм.
Выполнение перечисленных условий устраняет налипание металлов на рабочую поверхность и таким образом способствует повышению стойкости штампа. Если для вырезки или пробивки используют матрицы с конусом от зеркала матрицы (матрицы без цилиндрического пояска), то зазоры надо брать на 10—15% меньше приведенных в табл. 10 . В случае использования для вырезки или пробивки на прессах с числом ходов пресса более 400 в минуту материала толщиной до 1 мм зазоры между пуансоном и матрицей должны быть на 20—25% больше приведенных в табл. 10
При вырезке деталей (заготовок) зазор следует предусматривать за счет уменьшения размеров пуансона, а при пробивке отверстий — за счет увеличения размеров матрицы. Размер матрицы при вырезке берется равным наименьшему предельному размеру детали (заготовки), а размер пуансона при пробивке — наибольшему предельному размеру пробиваемого отверстия.
Пластическая деформация отделяемых слоев металла вблизи поверхности среза создает зону упрочненного (наклепанного) металла. Ширина зоны пластической деформации зависит от механических свойств металла (чем пластичнее металл, тем шире зона пластической деформации); величины зазора между пуансоном и матрицей (чем больше зазор между пуансоном и матрицей, тем шире зона пластической деформации) и степени затупленности режущих кромок (чем сильнее затуплены режущие кромки, тем шире зона пластической деформации).
Явление наклепа при вырезке и пробивке и как следствие его изменение механических и физических свойств металла в зоне резания в ряде случаев вносят изменение в содержание технологического процесса. Например, если вырезаемые кружки имеют толщину более 6 мм и в дальнейшем подвергаются вытяжке, то их после вырезки необходимо подвергнуть термообработке (отжигу) во избежание появления трещин на кромке колпачка. Латунные детали в целях снятия напряжений, а тем самым и уменьшения склонности к растрескиванию нагревают до 300° С. Если заготовки из титановых сплавов подвергаются дальнейшей обработке, их отжигают. Температура отжига для сплавов ВТ 1-1 и ВТ 1-2 составляет 550— 600° С, а для ВТ-5 650—700° С. Ряд деталей радиоприборов и электромашин
(сердечники магнитной системы), изготовляемых из электро гехиической стали, после вырезки подвергают отжигу и т. д.
В последнем случае необходимость отжига вызывается изменением в результате наклепа физических свойств металла (сталь получает повышенные магнитные потери; особенно велики эти потери в высоких и узких зубцах роторов электрических машин, 1де имеются высокие индукции).
Когда процесс изготовления детали заканчивается вырезкой пли пробивкой, наличие наклепанного слоя приводит к интенсивному протеканию коррозионных процессов и появлению трещин в зоне наклепа. Наклепанный слой у кромки вырезанной заготовки или пробитого отверстия оказывает влияние на величину пластической деформации при последующих штамповочных операциях, например при вытяжке, отбортовке, гибке и т. п.
Из описанных примеров следует, что наклепом после вырезки или пробивки нельзя пренебрегать и в зависимости от характера дальнейших операций или условий эксплуатации штампуемой детали необходимо применять соответствующие меры по устранению наклепанного слоя, например обработку со снятием стружки или термообработку.
Из рассмотрения явлений, происходящих при вырезке или пробивке, можно сделать вывод, что потребное для этих операций усилие зависит от габаритных размеров вырезаемой детали (заготовки) или пробиваемого отверстия, толщины и механических свойств штампуемого материала, зазора между пуансоном и матрицей; формы и состояния режущих кромок пуансона и матрицы (при затуплении режущих кромок усилие резко повышается), способа удаления вырезанной заготовки (детали) и отхода. Существующее среди специалистов по холодной штамповке мнение о том, что усилие при вырезке (пробивке) зависит от скорости пуансона, т. е. числа ходов пресса, не подтверждается.
При вырезке или пробивке в штампах, где заготовка (деталь) или отход свободно падает через отверстие в матрице, а съем отхода (в случае пробивки съем детали) производят жестким съемником, усилие Р и работу А определяют по формулам
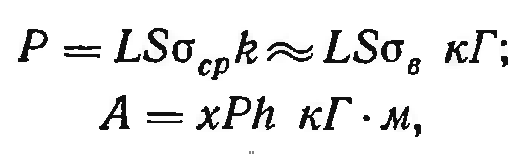
где L — периметр вырезаемой детали (заготовки) или пробиваемого отверстия в мм. Точно и безошибочно определить длину реза сложной формы можно с помощью курвиметра;
k — 1,1 — 1,3 — коэффициент, учитывающий неравномерность толщины штампуемого материала, затупление режущих кромок пуансона и матрицы, наличие сложного напряженного состояния в процессе вырезки или пробивки;
х — коэффициент, равный 0,4—0,7 (чем тверже и толще материал, тем меньше х);
h — рабочий ход в м.
Величину σСр при вырезке принимают равной 0,8 σв, в действительности величина σср в процессе вырезки изменяется в зависимости от глубины проникновения пуансона в материал. Величина σср может быть определена расчетным путем. Значения σср и σв для наиболее распространенных материалов приведены в приложениях 1—3.
Если для вырезки и пробивки применяют штампы, в которых детали (заготовки) и отходы удаляют с помощью резиновых или пружинных съемников и выталкивателей, помимо собственно усилия вырезки (пробивки), при подборе пресса необходимо еще учитывать усилие, расходуемое на сжатие резины или пружины.
После вырезки отход, а после пробивки деталь в силу упругих деформаций штампуемого материала остаются на пуансоне. Для снятия отхода или детали необходимо приложить силу Рс, величину которой в кГ определяем по формуле
![]()
где RCH — коэффициент, зависящий от толщины материала и типа штампа;
Р — усилие вырезки или пробивки в кГ.
Для однопуансонных штампов при S > 1 мм RCH= 0,06- 0,1,
а при многопуансонных RCH = 0,12 — 0,4. Чем толще материал b больше пуансонов, тем больше численное значение RCH
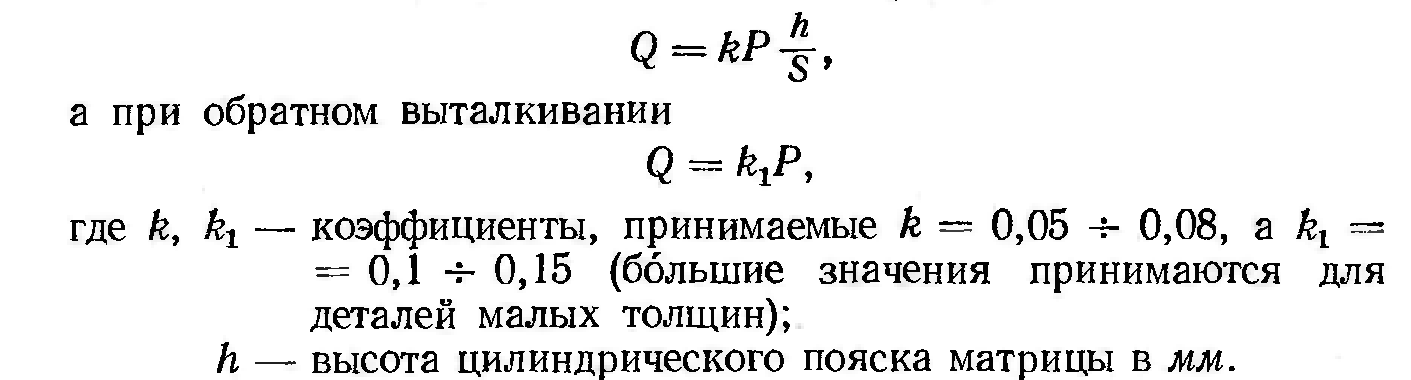
-Сила Q кГ, необходимая для проталкивания одной вырезанной детали (отхода), зависит от механических свойств и толщины штампуемого материала, зазора между пуансоном и матрицей и может быть ориентировочно определена для матриц с цилиндрическим пояском при работе на провал по формуле
Для уменьшения усилия при вырезке и пробивке крупногабаритных деталей применяют скошенные пуансоны при пробивке и скошенные матрицы при вырезке (рис. 19).
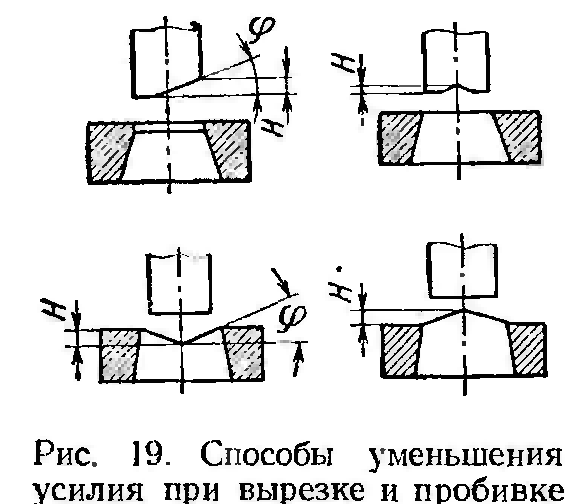
Величина скоса Н зависит от толщины штампуемого материала; для S до З мм Н <= 2S, а для S, равного 3—10 мм, величина Н = S. 1На пуансоне или на матрице при S до 3 мм угол скоса ϕ берут до 5°, а при S > 3 мм ϕ до 8°. При таких значениях Н и ϕ усилие уменьшается на 30—60% по сравнению с усилием при обычных пуансонах и матрицах.
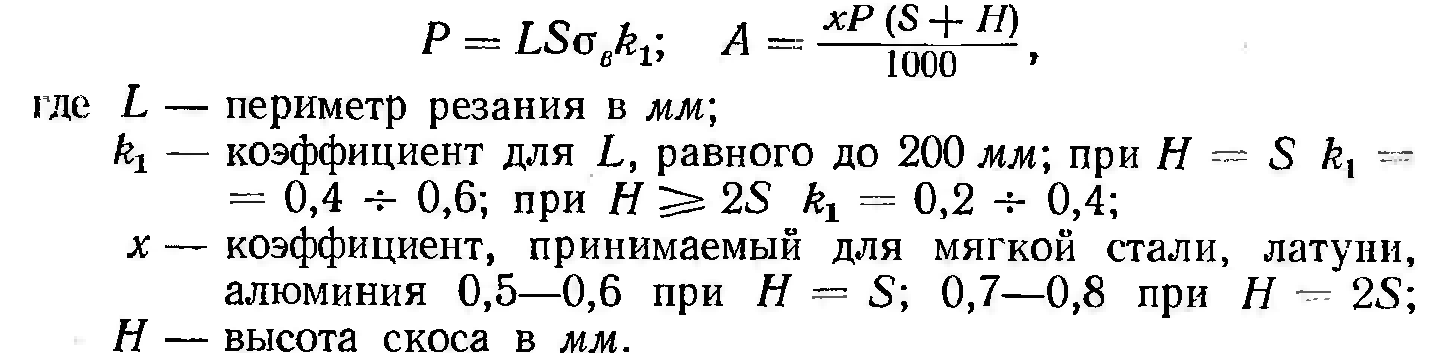
Усилие вырезки (пробивки) Р в кГ и работа А в кГм при скошенных кромках на пуансоне или матрице (ориентировочно) рассчитываются по формулам
Для частных случаев вырезки скошенными пуансонами с матрицами определенной конфигурации усилие вырезки и пробивки можно найти по формулам, приведенным в книге Б. П. Звороно «Расчет и конструирование штампов для холодной штамповки» (М., Машгиз, 1949).
На пуансоне скос делается при пробивке, т. е. в тех случаях, когда вырезаемая часть материала идет в отход, а на матрице — при вырезке, т. е. когда вырезаемая часть используется как деталь (заготовка).
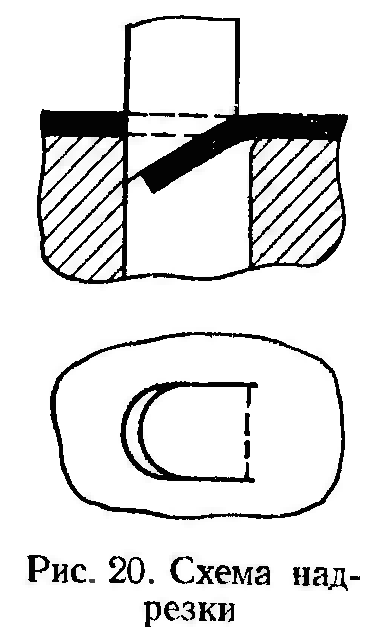
Скос пуансона при плоской матрице применяют и для надрезки с отгибкой в целях образования в штампованных деталях язычков, лапок (рис. 20). В этом случае угол наклона ϕ определяется экспериментально.
При пробивке нескольких отверстий для уменьшения усилий и исключения коробления деталей, а при одновременной работе малых пуансонов с пуансонами большого диаметра для исключения поломки малых по диаметру пуансонов необходимо прибегать к ступенчатому расположению пуансонов.
Смещение пуансонов по высоте должно быть в пределах 0,7— 1,1 толщины штампуемого материала.