
Точность при вырезке по наружному контуру и пробивке отверстий зависит от конфигурации размера вырезаемой детали, пробиваемого отверстия, толщины, свойств и состояния материала, его анизотропии, точности изготовления рабочих, фиксирующих и направляющих деталей штампа.
Для вырезки деталей обычной точности величина допусков на изготовление рабочих частей штампа принимается по З-му классу, иногда по 2-му классу точности.Наблюдениями установлено, что в результате неравномерных напряжений в материале штампуемой детали последняя получается не плоской, а выпуклой (тарельчатой) в сторону матрицы. Этот дефект частично может быть устранен применением в штампе прижима.
В результате неоднородных механических свойств материала вдоль и поперек направления проката искажается геометрическая форма детали, особенно при штамповке крупногабаритных деталей. При вырезке из отожженных листов форма искажается меньше, а из наклепанных больше.
В результате упругих деформаций размеры отштампованных деталей отличаются от фактических размеров рабочей части матрицы, а после пробивки размеры отверстий отличаются от размеров рабочей части пуансонов. .Величина упругих деформаций зависит от:
1) зазора между пуансоном и матрицей: с увеличением зазора размер вырезанной детали уменьшается, а размер пробитых отверстий увеличивается и наоборот;
2) рода материала детали: чем мягче материал, тем меньше абсолютные значения упругих деформаций и больше абсолютные значения остаточных деформаций;
3) линейных размеров детали: при увеличении линейных размеров детали абсолютные значения деформации возрастают;
4) расположения отверстий при пробивке последних в предварительно вырезанной заготовке; если отверстия расположены от края заготовки на расстоянии меиее двух-трех толщин материала, контур детали и отверстия будут искажены;
5) толщины материала: с увеличением толщины при всех прочих равных условиях максимальные значения упругих деформаций уменьшаются, а остаточные увеличиваются.
К погрешностям формы вырезанных деталей следует отнести погрешность профиля поверхности среза. Последняя при толщине более 1 мм имеет следующие отчетливо выраженные элементы (рис. 38): закругление, блестящий поясок (ободок) и зону скалывания.

Влияние остальных факторов на точность вырезаемых деталей в силу их очевидности не рассматриваем. В табл. 12 приведены средние значения по точности вырезаемых деталей и пробиваемых отверстий для мелких и среднегабаритных деталей. Из таблицы видно, что точность при пробивке выше, чем при вырезке, особенно это относится к небольшим отверстиям.
Количественно погрешность формы в силу многообразия факторов можно определить в каждом конкретном случае из опыта.
Качество поверхности. Основными параметрами, определяющими качество поверхности среза, являются:
а) Конструкция и состояние штампов и*, особенно рабочих частей; шероховатость поверхности рабочих частей штампа при вырезке и пробивке деталей толщиной до 1 мм рекомендуется по 8— ому классу, а для деталей толщиной свыше 1 мм по 6—7-му классу чистоты.
б) Величина и равномерность зазора между пуансоном и матрицей. О влиянии зазора говорилось ранее. Необходимо отметить, что при нормальном зазоре, но затупленных рабочих кромках штампа качество поверхности ухудшается из-за появления заусенцев по контуру детали или отверстий.
в) Физико-механические характеристики материала, из которого изготовляется деталь. С повышением пластичности качество поверхности ухудшается. Плохое качество поверхности получается при использовании титановых сплавов, нержавеющих аустенитных сталей и материалов, склонных к наволакиванию. Вырезку (пробивку) деталей из хромоникелевых сталей рекомендуется производить со смазкой вязким сульфидированным маслом.
г) Число ходов пресса. Работа на прессах с числом ходов 400 и выше при вырезке деталей из материала толщиной до 1 мм сопровождается улучшением шероховатости поверхности среза.
При вырезке и пробивке на качество изготовляемых деталей и срок службы штампов оказывает влияние правильный выбор смазки. Особенно большое значение смазка имеет при вырезке деталей из таких материалов, как нержавеющие стали, фосфорная бронза, электротехническая сталь. При штамповке этих материалов следует смазывать поступающий материал.
Отдельными исследованиями установлено, что шероховатость поверхности среза при вырезке находится в пределах 5—6-го классов, а при отрезке и прорезке — 3—5-го классов чистоты (ГОСТ 2789—59).
Допуски на изготовление рабочей части пуансонов и матриц вырезных и дыропробивных штампов. Величина и расположение поля допусков на размеры рабочей части пуансонов и матриц вырезных и дыропробивных штампов зависят от допусков на штампуемую деталь, конфигурации, размеров, материала и величины упругих и остаточных деформаций штампуемой детали, типа, конструкции и стойкости штампов. В настоящее время не существует единой системы допусков на размеры холодноштампуемых деталей и на размеры рабочих частей штампов.
При назначении допусков на размеры рабочих частей вырезных и дыропробивных штампов необходимо учитывать, производится ли раздельное изготовление пуансона и матрицы или они пригоняются друг к другу.
Пригонка пуансонов и матриц друг к другу применяется при изготовлении штампов для деталей сложной конфигурации, а также для деталей любой формы, если они штампуются из материала толщиной менее 1,0 мм.

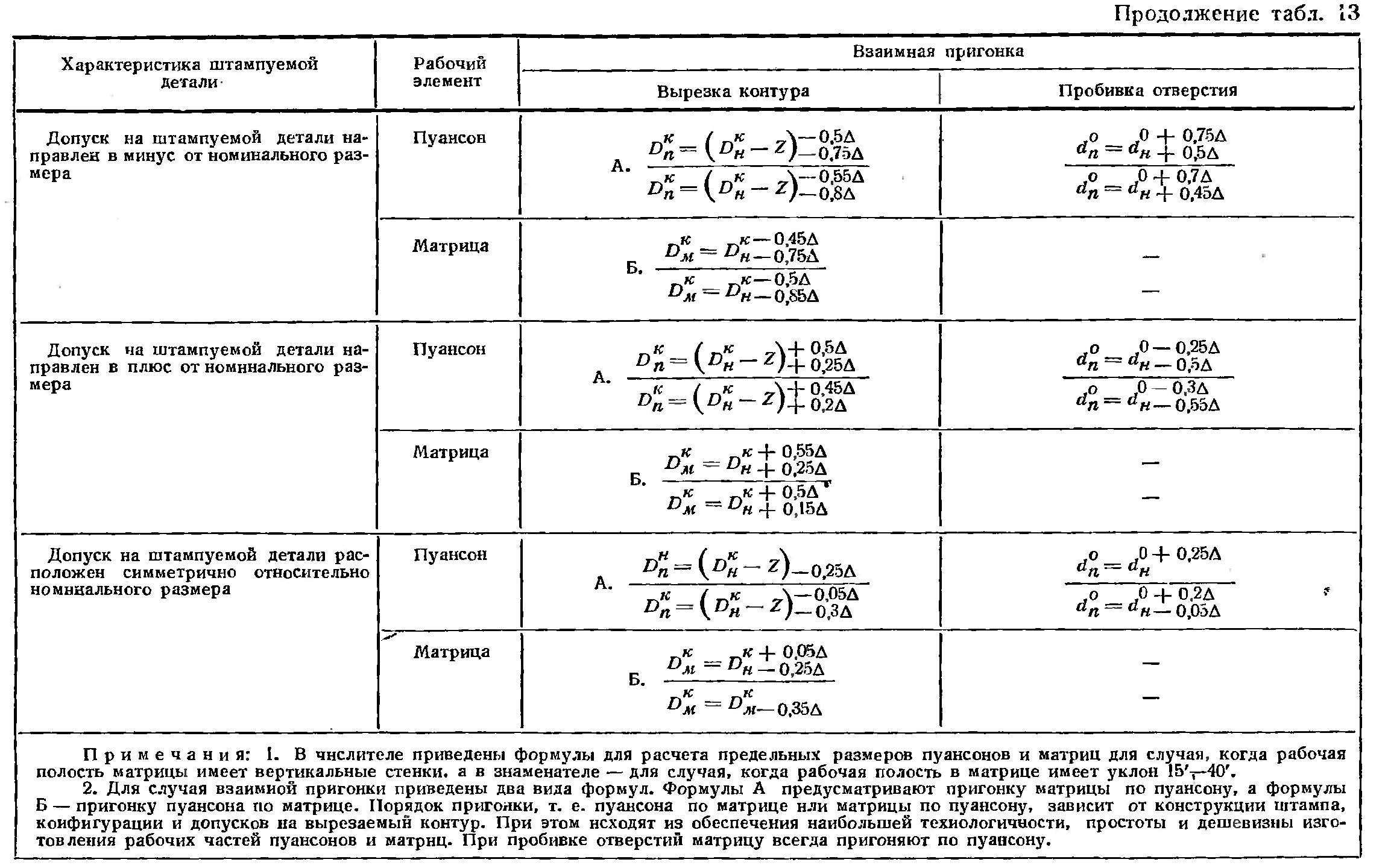
Размеры рабочих частей пуансонов и матриц вырезных и дыропробивных штампов определяют по формулам, предложенным II. И. Цирлиным и приведенным в табл. 13, а схемы построения допусков — по рис. 39, а и б.

Раздельное изготовление рабочих частей пуансонов и матриц вырезных и дыропробивных штампов можно назначать лишь для мелких деталей простой конфигурации в случае массового производства, если одновременно справедливы следующие неравенства:

При этом допуск должен быть не выше 2-го класса точности, а допуск 6а не выше 2а класса точности, если рабочая полость матрицы имеет вертикальные стенки, и 3-го класса точности, если рабочая полость матрицы имеет уклон (наклонные стенки).
При изготовлении с взаимной пригонкой рабочих частей матрицы и пуансона должен быть обеспечен зазор между ними от Zmin до Z (значения зазоров между пуансоном и матрицей взяты по табл. 10).

Для обеспечения равномерного распределения зазора между пуансоном и матрицей при вырезке или пробивке материалов толщиной до 1 мм на пуансон перед сборкой способом химического никелирования наносят слой, равный зазору, после сборки покрытие удаляют.
При изготовлении вырезных штампов, как правило, матрицы исполняют с допуском, составляющим 0,3—0,35 допуска вырезаемых деталей, а пуансоны пригоняют по матрицам с соблюдением начального равномерного зазора, необходимого для вырезки материала данной толщины.
При изготовлении дыропробивных штампов пуансоны делают с допуском, равным 0,25 допуска пробиваемого отверстия, а матрицы пригоняют по пуансонам с соблюдением начального зазора, соответствующего данной толщине материала.
Пример. Рассчитать размеры матрицы и пуансона для вырезки шайбы из алюминия толщиной 3 мм. Наружный диаметр шайбы 80-о,74, внутренний диаметр 40 +62 мм. Матрицу и пуансон изготовляют раздельно. Рабочая часть матрицы имеет уклон 30′.
Зазор между пуансоном и матрицей находим по табл. 10:

Пуансоны и матрицы некруглого контура. В практике часто встречается вырезка изделий и пробивка отверстий, контур которых ограничен прямыми линиями и имеет сложную форму. Размеры отдельных элементов контура определяются по-разному, в зависимости от изменения этих размеров в процессе износа штампа, т. е. будут ли они увеличиваться, уменьшаться или оставаться неизменными.
При вырезке номинальный размер матрицы для изделия, размер которого увеличивается в процессе эксплуатации, равен наименьшему предельному размеру вырезаемого контура.
Номинальный размер матрицы для изделия, размер которого уменьшается в процессе эксплуатации, равен наибольшему предельному размеру.
В обоих случаях допуск на изготовление направлен «в тело» матрицы и численно равен 0,25 допуска на соответствующий размер изделия.
Для изделий, размеры которых не изменяются, номинальный размер матрицы равен наименьшему предельному размеру изделия плюс 0,5 допуска на изделие. Допуск на изготовление матрицы симметричный и равен ±0,25 допуска на соответствующий размер изделия. Во всех случаях пуансон пригоняется к матрице с учетом величины зазора.
При пробивке отверстий номинальный размер пуансона для отверстия, размер которого уменьшается в процессе эксплуатации штампа, равен наибольшему предельному размеру отверстия. Номинальный размер пуансона для отверстия, размер которого увеличивается в процессе эксплуатации штампа, равен наименьшему предельному размеру отверстия. Для отверстий с неизменяющимися размерами номинальный размер пуансона равен наименьшему размеру отверстия плюс 0,5 допуска на соответствующий размер пробиваемого отверстия.
Допуски на изготовление пуансона назначаются таким же образом, как и на изготовление вырубных матриц.
Во всех случаях матрица пригоняется по пуансону с учетом нормального зазора.
Основные виды брака. При вырезке и пробивке по поверхности среза штампуемой детали получаются заусенцы или неровный
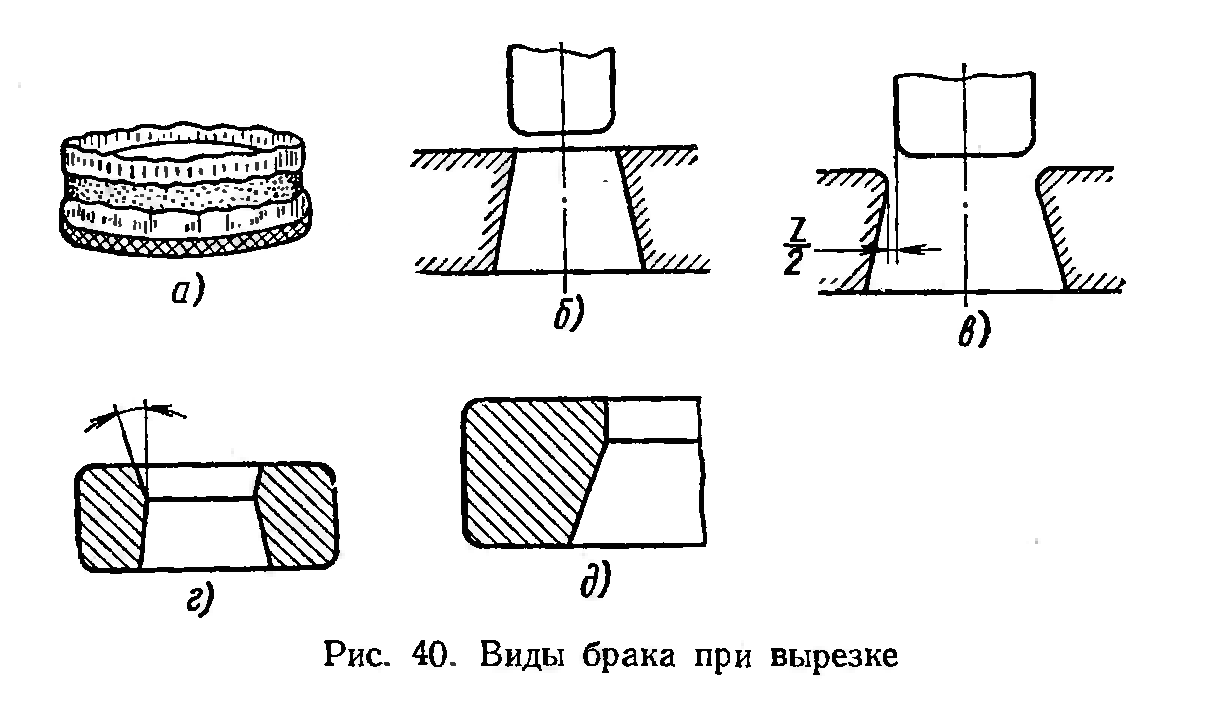
(рваный) срез, распределенный равномерно или неравномерно по всей поверхности (рис. 40, а).
Заусенцы или рваный край по всей поверхности среза на штампуемой детали получаются, если:
а) режущие кромки пуансона или матрицы в результате износа затупились (рис. 40, б, в);
б) рабочие кромки матрицы с цилиндрическим пояском имеют
конус со стороны входа пуансона в матрицу (обратный конус у рабочей части матрицы — рис. 40, г, д); „
в) зазор между пуансоном и матрицей больше или меньше оптимального для данной марки и толщины штампуемого материала.
Если режущая кромка пуансона затуплена, при вырезке заусенец получается на детали, а при пробивке — на отходе. На отходе же при вырезке, а на детали в случае пробивки будет рваный край.
Если режущая кромка матрицы затуплена, заусенец на штампуемой детали получается при пробивке, а на отходе — при вырезке. В этом случае при пробивке рваный край будет иметь отход, а при вырезке — штампуемая деталь.
Если затуплены режущие кромки пуансона и матрицы, то заусенцы во всех случаях будут получаться на детали и на отходе. Величина заусенца по высоте зависит от степени затупления режущих кромок: чем больше затупление, тем выше заусенец.
Длительность сохранения режущих кромок у пуансонов и матриц при всех прочих равных условиях зависит от правильного назначения их твердости после термообработки.
Твердость у пуансона и матрицы должна быть разной, при вырезке твердость матрицы больше твердости пуансона на 2—4 единицы по Роквеллу (шкала С), а при пробивке твердость пуансона должна быть больше твердости матрицы на 4—6 единиц по Роквеллу (шкала С).
Затупление режущих кромок пуансона и матрицы, помимо заусенцев, вызывает искажение размеров вырезаемой детали. После выхода из матрицы деталь распрямляется и ее размеры становятся больше размеров матрицы (для деталей с габаритными размерами более 200 мм это увеличение может достигнуть 0,2—0,25 мм). Устранить описываемый дефект можно своевременной заточкой пуансона и матрицы.
При заточке пуансонов и матриц необходимо обращать внимание на состояние их рабочих поверхностей. Если на рабочей поверхности пуансона или матрицы имеются продольные риски, устанавливать такой штамп на пресс не следует, так как рабочие кромки будут быстро выкрашиваться, а штампуемые детали получаться с рваным краем.
Принято считать заточку неудовлетворительной, если при рассмотрении рабочих поверхностей пуансона и матрицы через лупу с 10-кратным увеличением рисок, царапин и неровностей на 1 мм2 будет больше 20.
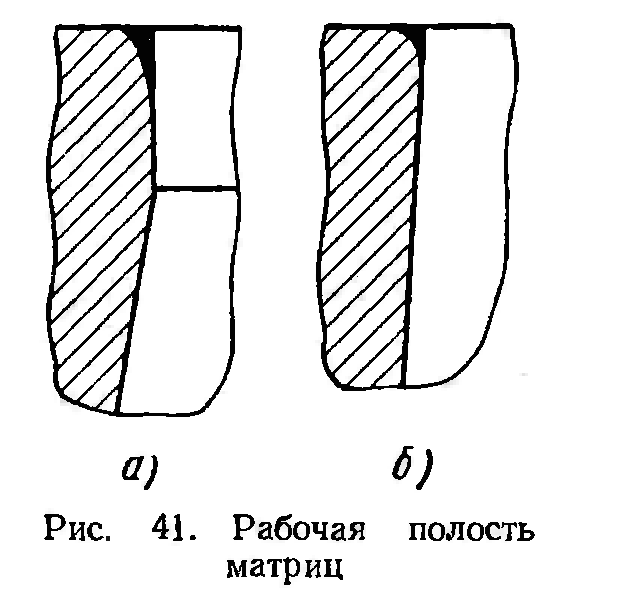
Вторая причина образования заусенца — наличие обратного конуса на рабочей полости матрицы, т. е. конуса со стороны движения пуансона (рис. 41). По мере удаления от поверхности матрицы размер отверстия в ней уменьшается. В этом случае при вырезке на детали, а при пробивке на отходе будет заусенец. Проталкивание такой детали (отхода) через отверстие матрицы затруднено; тонкостенные матрицы иногда разрываются.
Указанный недостаток штампа можно исправить только расшлифовкой отверстия матрицы (если это допускает зазор между пуансоном и матрицей) или термопосадкой матрицы с последующим шлифованием до требуемых размеров.
Обратный конус наблюдается только у матриц с цилиндрическим пояском (рис. 41, а). Режущие кромки такой матрицы быстро тупятся, а потому для предотвращения появления заусенцев на штампуемых деталях их следует часто затачивать, удаляя при каждой заточке значительный слой металла с поверхности матрицы.
К недостаткам матриц с цилиндрическим пояском следует отнести быстрый износ рабочей части матрицы, так как вырезанная деталь или отход проталкиваются через нее. Применение матриц с цилиндрическим пояском неизбежно, когда отштампованные детали или отходы выталкиваются на поверхность матрицы, если толщина штампуемой детали более 2 мм или независимо от толщины деталь имеет сложную конфигурацию.
Во всех остальных случаях, как показала практика, лучше выполнять рабочую полость матрицы с конусом от зеркала матрицы (рис. 41, б).
Благодаря наличию угла конуса матрицы а после каждой переточки размер рабочего отверстия матрицы увеличивается, что оказывает влияние на размер вырезаемой детали или пробиваемого отверстия. Поэтому с точки зрения постоянства изменения размера детали в узком диапазоне этот угол желательно выполнять как можно меньшим.
Однако при малых и при больших углах конуса матрицы наблюдается интенсивный ее износ, что снижает стойкость штампа. Практика показывает, что с точки зрения большей стойкости матрицы наиболее приемлемым углом конуса матрицы является угол а в пределах 30—40′. Чем толще штампуемый материал, тем больше угол. При больших углах режущая кромка матрицы становится слабой и не выдерживает большого количества ударных нагрузок. В этом случае износ режущей кромки наблюдается вследствие выкрашивания.
При угле конуса α = 30 -400 режущая кромка матрицы достаточно прочна и может выдержать большое число ударов. Заклинивания вырезки (отхода) в матрице почти не наблюдается.
Большая трудоемкость изготовления матрицы с конусом от зеркала окупается лучшим качеством штампуемых деталей, повышением стойкости штампа и сокращением времени на заточку. Опыт эксплуатации указанных матриц показал, что они могут быть использованы на 2/3 их высоты.
Третьей причиной появления заусенцев, равномерно распределенных по поверхности среза на штампуемых деталях, является неправильный выбор зазора между пуансоном и матрицей. Если зазор между пуансоном и матрицей соответствует механическим свойствам и толщине штампуемого материала и распределен равномерно, то на поверхности среза заусенцев не будет. В этом случае на детали (отходе) со стороны, обращенной к матрице, примерно на высоте, меньшей половины ее толщины, будет ровная блестящая полированная полоса, а далее равномерная шероховатая поверхность излома.
При большом зазоре деталь на поверхности, обращенной в сторону матрицы, получает значительный изгиб, а по кромкам поверхности, обращенной к пуансону, появляется рваный и протянутый заусенец.
При недостаточном зазоре поверхность среза на детали вместо одной блестящей полосы имеет две: одну сверху, а другую снизу со значительными наплывами, а по кромке поверхности, обращенной к пуансону, появляется протянутый рваный заусенец с небольшим уширением кверху.
При вырезке на провал в матрице, имеющей уклон стенок непосредственно от зеркала матрицы, зазор будет увеличиваться после каждой переточки. Во многих случаях такое увеличение зазора нежелательно из-за появления заусенца и невозможности производить вырезку при штамповке тонколистовых материалов. В этом случае зачастую можно изготовлять пуансоны, имеющие обратный конус. Так как при переточках с пуансона снимается слой, в 1,5 раза больший слоя, снимаемого с матрицы, то соответственно и угол обратного конуса пуансона необходимо выполнять меньшим. В этом случае в течение всей эксплуатации вырезного штампа пуансон и матрица работают в наиболее благоприятных условиях, так как зазор между ними практически не меняется.
Еще раз напомним, что, помимо ухудшения качества штампуемых деталей, недостаточный зазор — одна из основных причин снижения стойкости штампа до заточки. Более того, разрушение (разрыв) матрицы при работе часто происходит не в результате термической обработки, как это принято обычно считать, а от недостаточной величины зазора между пуансоном и матрицей.
Все сказанное относилось к случаю, когда заусенцы по поверхности среза штампуемой детали были распределены равномерно. Если же заусенцы распределены неравномерно (односторонние заусенцы), то причиной брака является неправильное распределение зазора между пуансоном и матрицей в случае, если: пуансон в процессе работы сместился по отношению к режущим кромкам матрицы или поверхность стола пресса или подштампованной плиты не параллельна нижней поверхности ползуна пресса или поверхности плиты матрицы, а значит, и матрица не параллельна верхней части пиампа и, наконец, хвостовик штампа или если его нет, то верхняя часть штампа закреплены неправильно, т. е. центр давления штампа и ось ползуна не совпадают.
Рассмотрим каждую из указанных причин отдельно.
Смещение пуансона (или пуансонов) во время работы штампа по in ношению к режущим кромкам матрицы происходит в следующих случаях:
а) одна из режущих кромок матрицы затупилась раньше других; у затупившегося края в этом случае возникает повышенное боковое усилие, которое и приводит к увеличению зазора за счет смещения пуансона и одностороннего износа направляющих; одной из причин неравномерного затупления режущих кромок является их неодинаковая твердость после термической обработки;
б) пружинение и изгиб пуансонов малых диаметров, что может происходить при неоднородной заточке режущих кромок;
в) неравномерное распределение усилия по периметру среза, что особенно резко сказывается при работе матриц и пуансонов со скошенными режущими кромками;
г) неравномерное (местами) срабатывание направляющей плиты m-за особо неблагоприятного очертания периметра пуансона;
д) неравномерный износ направляющих колонок, который может происходить из-за перекоса направляющих ползуна пресса пли из-за перекоса пуансона, а также когда зазор в направляющих устройствах больше зазора между пуансоном и матрицей;
е) пружинение станины пресса в процессе вырезки или пробивки, что вызывает перекос осей пуансона и матрицы, а следовательно, и неравномерное распределение зазора между пуансоном и матрицей.
Необходимо отметить, что при всех прочих равных условиях наибольшее пружинение у прессов открытого типа, затем у эксцентриковых прессов и, наконец, наилучшие с этой точки зрения прессы, имеющие наименьшее пружинение, с арочной станиной.
В результате одной из причин, вызывающих смещение пуансона, зазор будет с одной стороны больше нормального, а с другой — меньше.
Односторонние заусенцы на детали получаются также при непараллельной плоскости ползуна относительно стола пресса, непараллельных рабочих поверхностей пуансона и матрицы вследствие неправильного изготовления деталей штампов и неравномерного затягивания скоб прихватов при креплении штампа.
Если хвостовик в штампе расположен не в центре давления, в процессе работы вследствие неравномерного распределения усилия ползун пресса, а вместе с ним и верхняя часть штампа будет смещаться, что вызовет нарушение соосности между пуансоном и матрицей. Нарушение соосности приведет к неравномерному распределению зазора между пуансоном и матрицей, а значит, ик появлению заусенцев на поверхности среза штампуемых деталей.
В результате перекоса быстрее изнашиваются направляющие и тупятся режущие кромки.
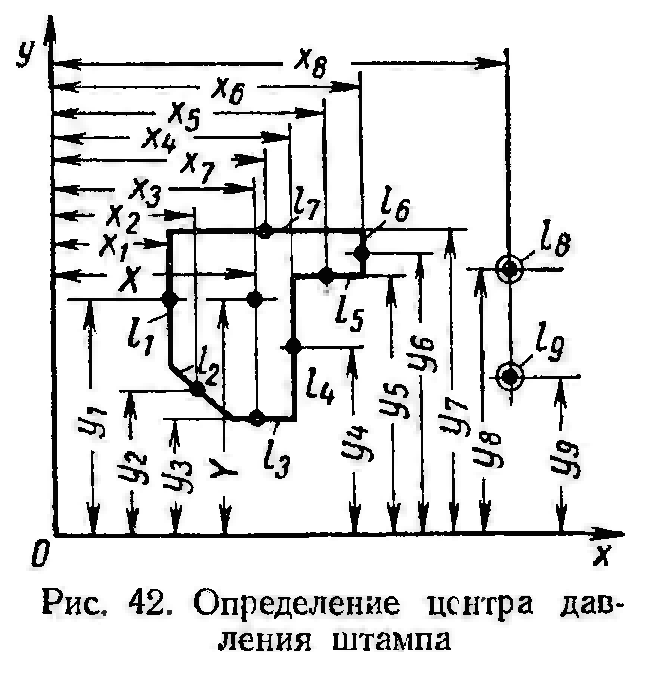
Из этого следует, что в штампах с хвостовиком необходимо, чтобы он был расположен в центре давления. В штампе без хвостовика надо наносить риски, определяющие положение центра давления.
Координаты центра давления для контура деталей несимметричной формы или для многопуансонного штампа (рис. 42) определяются по следующим формулам:

Координаты центра давления X, У могут быть найдены и графическим способом.
Если рассмотренные выше причины, вызывающие появление заусенцев, не будут устранены, в технологический процесс необходимо включить после вырезки или пробивки операцию снятия заусенцев на виброустановках в среде свободного абразива.
Неправильная форма вырезаемой детали получается вследствие ряда причин, основные из которых:
а) заправка полосы в многорядовый штамп с шахматным расположением вырезаемых деталей без использования предварительного упора и подача вновь заправляемой полосы непосредственно за выходящей;
б) косообрезанные концы у полосы, поступающей на вырезку;
в) некратная длина полосы шагу подачи;
г) недоведение полосы до упора при ручной подаче или неправильная работа механизма для автоматической подачи;
д) износ направляющих линеек штампа;
е) использование узкой или широкой полосы;
ж) использование полос со значительной серповидностью;
з) неправильная установка штампа относительно механизма автоматической подачи;
и) затягивание перемычки при проталкивании вырезанной детали через матрицу;
к) изгиб полосы (заготовки) в процессе вырезки или пробивки.
Рассмотрим каждую из указанных причин и способ ее устранения.
В тех случаях, когда вырезка производится в многорядовых штампах с шахматным расположением вырезаемых деталей при ручкой подаче полосы, необходимо устанавливать два типа упоров — основные и предварительные, или, как чаще их называют, временные. В тех же штампах, но с автоматической подачей полос устанавливают только предварительные упоры.
Роль предварительных (временных) упоров — ограничить перемещение штампуемой полосы при ее заправке в штамп. Полоса должна быть введена только в зону первого перехода. После того как будет сделан рабочий ход, предварительный упор освобождается.
Если полосу перемещают под первый пуансон «на глаз», возможна вырезка только по части контура, в результате чего получаются бракованные детали и наблюдаются случаи поломки штампа.
Иногда при вырезке новую полосу заправляют непосредственно за выходящей. К этому приему прибегают особенно часто при использовании валковой подачи, полагая, что это может увеличить производительность труда. Действительно, некоторого повышения производительности достигают, однако такой прием необходимо категорически запретить. Длины полос различны, значит, конец полосы и начало вновь заправленной могут занять положение, при котором получится несколько неполноценных деталей; резко снизится стойкость штампа, и может произойти его поломка.
Полосы с косообрезанными концами или имеющие длину, не кратную шагу вырезки, тоже вызывают брак.
Недоведенная до упора полоса при ручной подаче приводит к перерезанию перемычки, а значит, и к браку. Последнее зависит от работающего за прессом. Если же указанное случается при автоматической подаче, то причину следует искать в неправильности работы механизма подачи, в результате чего имеет место перебег или недостаточный шаг подачи полосы.
Следующий вид брака получается в результате недостаточного контроля за поступающим материалом. Узкая полоса может стать косо, т. е. под углом между направляющими линейками штампа, или окажется прижатой к одной стороне. В этом случае нехватит материала на перемычку между краем полосы и вырезаемой деталью и детали получатся неполноценными.
Если полоса широка или серповидна, то при ручной подаче у рабочего обычно создается ложное впечатление, 4to он подал полосу до упора.
Заклинивание полосы между направляющими линейками при автоматической подаче может вызвать проскальзывание механизма подачи, а следовательно, и перемещение полосы на величину, меньшую шага подачи. Предотвратить брак по этим причинам можно только тщательным контролем размеров и формы полос, поступающих на вырезку.
Еще одна причина получения деталей неправильной формы характерна только для вырезки в штампах с пружинными направляющими линейками и автоматической валковой подачей. Если штамп по отношению к подающим валкам поставлен косо, то в начале подачи перекос полосы не сказывается, но как только полоса выйдет из подающей пары валков и останется в тянущей паре валков, она давлением пружины направляющей линейки будет повернута, в результате чего несколько деталей окажутся вырезанными не по полному периметру. Очевидно, что правильной установкой штампа в отношении валковой подачи можно легко устранить эту причину брака.
В заключение остановимся на причинах получения деталей неправильных размеров. Это может произойти, если пуансон после заточки имеет выпуклый торец (выполнен по радиусу). Торец такого пуансона в первый момент изгибает полосу материала и затягивает ее в матрицу и только после этого вырезает деталь. Если деталь выпрямить или если она по выходе из штампа выпрямится в силу своей упругости, очевидно, что размеры детали не будут соответствовать заданным размерам отверстия в матрице.
Пуансоны после заточки должны иметь прямолинейный или вогнутый торец.
Причиной получения зазубрин по кромке детали является выкрошившаяся режущая кромка пуансона или матрицы. При вырезке алюминиевых деталей и деталей из нержавеющей стали зазубрины, помимо указанной причины, могут появляться вследствие налипания штампуемого материала на режущие кромки. Для исключения налипания необходимо своевременно смазывать режущие кромки пуансона и матрицы машинным маслом.
Смещение осей отверстий относительно контура штампуемой детали и относительно друг друга происходит из-за неточной фиксации детали в пределах зазоров между ею и фиксатором или ловителем и пробитым отверстием.
Форма отверстий искажается, если она расположена от края детали на расстоянии менее двух-трех толщин штампуемого материала
На стойкость мелких пуансонов большое влияние оказывают конструкция и качество изготовления съемников Подвижный съемник во избежание поломки пуансонов должен перемещаться по направляющим.