
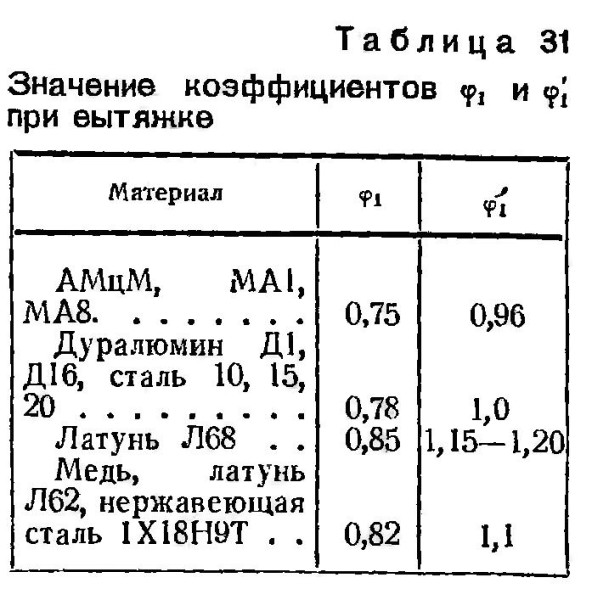
Прямая вытяжка. При вытяжке без утонения плоская заготовка или полуфабрикат, имеющий вид полого тела замкнутого контура, превращается в полую деталь без обусловленного изменения толщины стенок. Существует два способа вытяжки без утонения стенок в инструментальных штампах: прямая и обратная (реверсивная).
При прямой вытяжке из плоской заготовки цилиндрической полой детали пуансон втягивает заготовку в матрицу, в результате чего наружный диаметр заготовки непрерывно уменьшается (рис. 112).


Во фланце заготовки возникают нормальные напряжения σ1 действующие в радиальном направлении,в котором заготовка растягивается, и нормальные напряжения σ3, действующие в окружном направлении, в котором заготовка сжимается.
Величина этих напряжений зависит от отношения диаметра заготовки D к диаметру вытягиваемой детали d. Чем больше это отношение, тем, при прочих равных условиях, выше напряжения.
Напряжения распределяются во фланце заготовки неравномерно (рис. 113). Растягивающее напряжение σ1если не учитывать трения, равно нулю у края заготовки и увеличивается по мере приближения к кромке матрицы, где оно достигает максимума. Сжимающее напряжение σ3, наоборот, возрастает по мере удаления от кромки матрицы и достигает максимума у края заготовки, становясь здесь приблизительно равным 1,1 σT ( σT — предел текучести материала, наклепанного в процессе вытяжки).
Ввиду незначительной величины сжимающих напряжений σ3 возникающих в вертикальном направлении от действия силы прижима, ими обычно пренебрегают и считают, что материал фланца имеет плоскую разноименную схему напряженного состояния (рис. 114, а). Дно вытягиваемой детали имеет плоскую одноименную схему напряженного состояния, характеризующуюся весьма небольшими растягивающими напряжениями. В вертикальных стенках действуют продольные растягивающие напряжения, которые равномерно распределены по окружности; величина этих напряжений определяется значением радиальных растягивающих (идеальных) напряжений ох и дополнительными вредными сопротивлениями, связанными с трением от действия силы прижима, трением и изгибом при перемещении заготовки через вытяжное ребро матрицы.
Растягивающие напряжения приводят к утонению стенок вытягиваемой детали у дна, а сжимающие напряжения во фланце — к утолщению стенок у кромки. Напряженно-деформированное состояние при вытяжке цилиндрических деталей является осесимметричным.

Напряженно — деформированное состояние при вытяжке коробчатой детали более неравномерно, чем при вытяжке цилиндрических деталей. Неравномерности в этом случае зависят главным образом от геометрических соотношений между элементами вытягиваемой коробчатой детали. В элементах фланца, из которого в процессе вытяжки образуются углы радиуса коробчатой детали, имеет место плоская разноименная схема напряженного состояния (рис. 114, б) с растягивающими σT и сжимающими σ3 напряжениями, аналогичными напряжениям, возникающим при вытяжке цилиндрической детали такого же радиуса и той же высоты (см. рис. 114, а), но меньшей величины. По мере удаления от углов напряжения σT и σ3 падают. В середине прямых сторон фланца вытягиваемой коробчатой детали они наименьшие. Продольные растягивающие напряжения, действующие в вертикальных стенках, также распределяются неравномерно по периметру детали. Величина этих напряжений так же, как и в случае вытяжки цилиндрических деталей, функционально связана с растягивающими напряжениями в соответствующих местах фланца и напряжениями, связанными с дополнительными вредными сопротивлениями на трение и изгиб. Дно коробчатой детали имеет плоскую одноименную схему напряженного состояния с незначительными растягивающими напряжениями.
Сжимающие силы при относительно тонком материале заготовки и большой степени деформации будут образовывать складки на поверхности той части заготовки, которая расположена на матрице. При малой степени деформации и тонком материале заготовки или при толстом материале и даже значительной степени деформации складкообразования практически не происходит.
Для предупреждения складкообразования заготовку тем или иным способом прижимают к поверхности матрицы. Прижим усложняет процесс вытяжки, вызывая необходимость использования прессов двойного действия или более сложных по конструкции штампов для прессов простого действия.

Общую картину течения металла при глубокой вытяжке дает рассмотрение деформации делительной сетки, нанесенной на поверхность заготовки. На рис. 115, а показана заготовка с прямоугольной сеткой и концентрическими окружностями, расположенными на равных расстояниях друг от друга; на рис. 115, б показан цилиндрический полый стакан, полученный из этой заготовки.
На центральном участке заготовки, ограниченном диаметром d1 окружности, прямоугольная сетка после вытяжки не претерпевает существенного изменения. Окружности с первоначальным диаметром, большим диаметра d1 уменьшились, но не изменили своей формы. Расстояния между двумя окружностями по образующей полого цилиндра стали больше первоначального радиального расстояния между ними. Прямоугольная сетка превратилась в систему пересекающихся гиперболических линий на стенке полого цилиндра.
Изучение делительной сетки показывает, что деформация при вытяжке неравномерна, если рассматривать участки, расположенные на различном расстоянии от центра заготовки, но она осесимметрична.
О характере изменений, происходящих при вытяжке, можно составить представление, сравнив толщину и структуру различных участков заготовки, поступившей на вытяжку, и вытянутой детали.
Степень деформации материала, образующего стенку, возрастает по мере удаления от дна к кромке детали. Поэтому у кромки материал претерпевает наибольшие структурные изменения, и если измерить его твердость по образующей детали, то она наиболее высокая у кромки. В донной части материал почти совсем не испытывает пластической деформации, поэтому его структура и твердость не изменяются и остаются такими же, как и у исходной заготовки.
Толщина материала плоской заготовки и вытянутой детали различна (рис. 116): в донной части она остается такой же, как и в исходной заготовке, в местах перехода (сечение АА) к стенкам имеет

место утонение, а со стороны открытого конца детали — утолщение на 15—20%.
Наибольшее утонение имеет опасное сечение, представляющее незначительно наклепанный участок заготовки и находящееся выше места сопряжения стенок и дна (сечение АА). В ряде случаев утонение достигает 30%, обычно же оно не превышает 10—25%.
Достижимая предельная степень деформации определяется предельной величиной растягивающих напряжений в стенке и ограничивается прочностью деформируемого материала в этом опасном сечении.
Основными факторами, определяющими величину утонения, являются:
1) радиус закругления рабочей части вытяжной матрицы: чем меньше радиус закругления рабочей части вытяжной матрицы, тем больше утонение при всех прочих равных условиях;
2) смазка; наличие и правильный подбор рецепта смазки уменьшают величину утонения;
3) степень деформации: чем больше степень деформации, тем больше утонение;
4) зазор между пуансоном и матрицей: с уменьшением зазора утонение увеличивается;
5) усилие прижима заготовки; при вытяжке со складкодержа-телем чрезмерная величина прижима увеличивает утонение и может привести к отрыву дна детали. Необходимость применения складкодержателя (прижима) можно установить на основании следующего.
Для цилиндрических колпачков вытяжка без прижима возможна при первой операции, если
 Величина удельного давления прижима q может быть рассчитана по формуле, предложенной Л. А. Шофманом:
Величина удельного давления прижима q может быть рассчитана по формуле, предложенной Л. А. Шофманом:
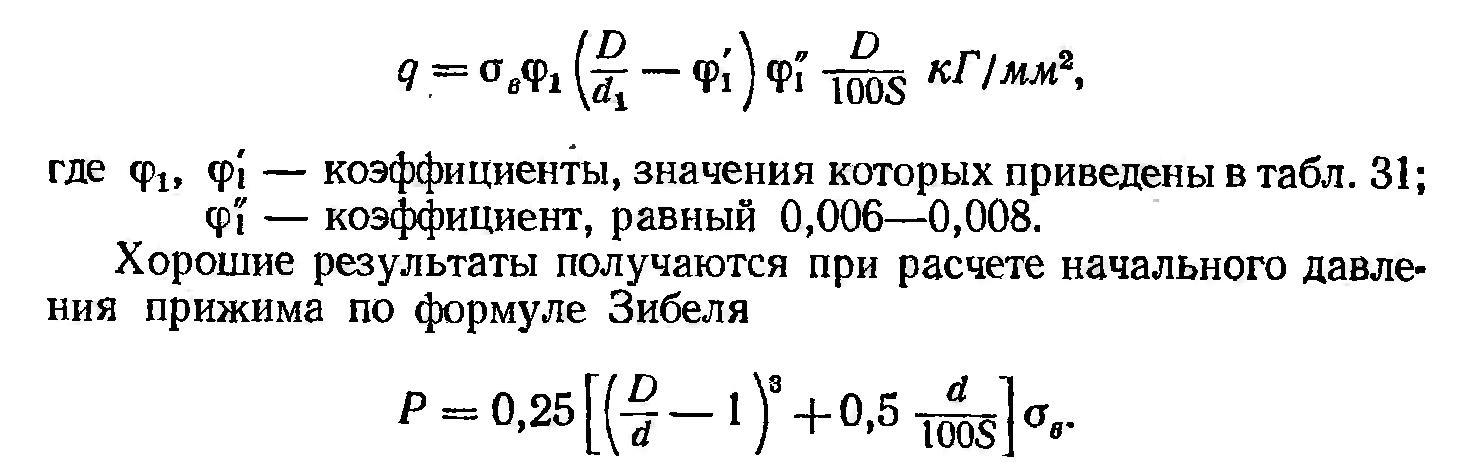 Расчет прижима имеет смысл, если вытяжка ведется на прессах простого действия. Для прессов двойного действия с жестким прижимом важно не давление, а установление минимально необходимого для данной толщины заготовки зазора между поверхностями прижима и матрицы, при котором исключается образование складок. Обычно этот зазор составляет (1,03-1,07) S.
Расчет прижима имеет смысл, если вытяжка ведется на прессах простого действия. Для прессов двойного действия с жестким прижимом важно не давление, а установление минимально необходимого для данной толщины заготовки зазора между поверхностями прижима и матрицы, при котором исключается образование складок. Обычно этот зазор составляет (1,03-1,07) S.
Для вытяжки деталей из тонкого материала и особенно с широким фланцем, когда необходимо выдержать равномерное давление прижима во время всего

хода пуансона и предотвратить слишком сильный зажим ‘заготовки, применяют прижимы с ограничителем. Ограничителем прижима материала служат опоры, прокладки или кольца, смонтированные на матрице или прижиме. Зазор между прижимом и матрицей принимают от S+(0,05 — 0,1) до 1,1 S.
В прессах простого действия прижимные кольца (складкодер-жатели) работают от пружины, резины или сжатого воздуха (пневматические устройства), жидкости и воздуха (гидропневматические устройства). Лучшие результаты получаются при использовании сжатого воздуха (пневматические устройства).
В пневматических устройствах или, как их чаще называют, подушках давление воздуха, а следовательно, и усилие прижима остаются неизменными в течение всего времени рабочего хода пресса. Более того, усилие прижима можно легко отрегулировать путем установления требуемого давления воздуха в компенсирующем резервуаре (ресивер). Если же использовать для прижима заготовки устройства, работающие от пружинных или резиновых буферов, то давление прижима по мере перемещения ползуна пресса увеличивается, что часто приводит к разрывам вытягиваемых деталей.
Степень деформации при вытяжке и качество вытягиваемых деталей зависят от величины зазора между пуансоном и матрицей.
Зазор между пуансоном и матрицей (односторонний) Z при обычной вытяжке деталей 7-го и грубее классов точности без преднамеренного утонения стенок с прижимом заготовки рассчитывают по формуле
![]()
где k — коэффициент, равный при вытяжке без прижима для стали 0,07 — 0,05, алюминия 0,02, латуни 0,04.
При вытяжке деталей 4 и 5-го классов точности зазор меньше на 10—15%. При вытяжке без прижима зазор на первой операции для стали (1,3 — 1,5) S, для последующих операций (1,2 — 1,3) S, для алюминия и латуни на первой операции (1,2 — 1,3) S, а на последующих операциях (1,15 — 1,2) S. Зазоры при вытяжке без прижима можно брать и по табл. 32. При калибровке независимо от материала зазоры между пуансоном и матрицей следует брать равным 1.1S
 Если вытягиваются коробчатые детали, то зазор между пуансоном и матрицей на прямых участках составляет Z = (1,0 — l,3)Smax, а на углах Z = (1,1 — 1,3) Smax (чем выше коробка, тем больше зазор). В процессе вытяжки действительная величина зазора колеблется вследствие имеющегося отклонения по толщине заготовок, что приводит к браку по разрывам при малом зазоре и образованию складок при большом зазоре. Брак таких деталей можно избежать только за счет ужесточения допусков по толщине для исходного материала.
Если вытягиваются коробчатые детали, то зазор между пуансоном и матрицей на прямых участках составляет Z = (1,0 — l,3)Smax, а на углах Z = (1,1 — 1,3) Smax (чем выше коробка, тем больше зазор). В процессе вытяжки действительная величина зазора колеблется вследствие имеющегося отклонения по толщине заготовок, что приводит к браку по разрывам при малом зазоре и образованию складок при большом зазоре. Брак таких деталей можно избежать только за счет ужесточения допусков по толщине для исходного материала.
В отношении направления зазора между пуансоном и матрицей следует руководствоваться следующим правилом. Если производится последняя вытяжка и необходимо получить точные наружные размеры на детали, то зазор делают за счет уменьшения размеров пуансона, а если необходимо получить точные внутренние размеры, то за счет уменьшения размера матрицы.
Если вытяжка промежуточная, то выбор направления зазора безразличен, т. е. зазор можно брать за счет уменьшения размеров пуансона или матрицы.

Обратная (реверсивная) вытяжка применяется для получения средних и крупных по размеру цилиндрических полых деталей с двойной стенкой (двухстенных деталей) при относительной толщине заготовки S/D100 >0,15; для объединения двух операций вытяжки в одну, т. е. для получения первой вытяжки большей глубины, чем это достижимо при нормальной .вытяжке; для подготовки к вытяжке ступенчатого полого колпачка и при изготовлении тонкостенных деталей сферической и параболической формы, когда требуется создание большого радиального натяга материала. За одну операцию можно получить деталь высотой h= 0,25 d.
На рис. 117 показаны некоторые схемы штампов для обратной (реверсивной) вытяжки.
Штамп, показанный на рис. 117, а, предназначен для вытяжки детали с двойной стенкой. Штамп установлен на прессе простого действия, заготовка в виде колпачка надевается на матрицу 1 и втягивается- пуансоном 3. Готовая деталь удаляется выталкивателем 2, работающим от пневматической подушки или буфера (на рисунке не показаны). Штампы на рис. 117, б, в используются для получения деталей с двойной стенкой и высоких- деталей, у которых после первой вытяжки глубина больше достигаемой при нормальной вытяжке. Оба штампа установлены на прессах двойного действия, исходной заготовкой является кружок (диск). Отличие штампов заключается в том, что один из них (см. рис. 117, б) выполнен без нижнего складкодержателя, а второй (см. рис. 117, в) с нижним складкодержателем. Из рис. 117,6 видно, что вначале пуансон-матрица вытягивает колпачок диаметром, большим заданного, а затем пуансон 5 превращает этот колпачок в деталь нужного размера. В зависимости от длины хода пуансона 4 может быть получена полая деталь или деталь с двойной стенкой.
Обратную вытяжку производят на тихоходных кривошипных прессах, или еще лучше, особенно для получения первой вытяжки увеличенной высоты, на гидравлических прессах. Наименьший допускаемый диаметр колпачка, получаемый обратной вытяжкой, d2 = (40 — 60) S, а наименьший радиус закругления R>6S.
Для получения колпачка, имеющего высоту h, необходим пресс с величиной хода Н > 2 h. Способы использования обратной вытяжки для получения ступенчатых и сферических деталей будут описаны ниже.