
Хомутики. В зависимости от габаритных размеров и масштаба производства хомутики изготовляют одновременной или раздельной штамповкой. Одновременная (однооперационная) штамповка осуществляется в комбинированных многопереходных штампах последовательного действия. Штамповку в комбинированных штампах подобного типа применяют для хомутиков небольших размеров, изготовляемых из ленты толщиной менее 2 мм.
Раздельная штамповка хомутиков применяется в массовом производстве, если толщина исходного материала более 2—3 мм, независимо от толщины для хомутиков средних или больших габаритных размеров и, наконец, для всех типов и габаритных размеров хомутиков в серийном и тем более в мелкосерийном производстве. Несколько схем последовательности изготовления хомутиков показаны на рис. 88, а—г.
Из приведенных схем видно, что вначале вырезается плоская заготовка, после чего в зависимости от типа лапок для крепления производится: вырезка, предварительная и окончательная гибка; вырезка, завивка лапок, предварительная гибка (придание волнистой формы) и окончательная гибка; вырезка и гибка в клиновом штампе.
В зависимости от требований, предъявляемых к точности исполнения, иногда после окончательной гибки деталь подвергают калибровке. Если в лапках хомутиков имеются круглые отверстия и межцентровое расстояние регламентировано допуском, их следует пробивать после окончательной гибки или после калибровки (если есть эта операция). Если же в одной лапе отверстие круглое, а в другой овальное, то такие отверстия могут быть пробиты в процессе вырезки, т. е. до гибки. Наличие в одной из лапок овального отверстия позволяет компенсировать погрешность, получаемую от смещения концов детали во время гибки. В тех случаях, когда гибка хомутиков осуществляется в две операции — предварительную, в результате которой заготовка получает волнистую форму, и окончательную, для придания формы готовой детали применяют штампы, подобные штампам для втулок. В тех случаях, когда имеется одна гибка, применяют штампы типа, показанного на рис. 89. Штамп универсально-наладочный; работу его можно проследить по схемам на рис. 89, а и б. Заготовку укладывают на подвижные ползуны 4 между упорами 3. При включении хода пресса сменная оправка 1, форма и размеры которой соответствуют внутренним размерам детали, вдавливает заготовку в паз, образованный сухарями 6. Изгиб верхней части детали выполняется торцовыми поверхностями ползунов 4, сдвигаемыми в конце хода пресса вниз рычагами 5, которые поворачиваются упорами 2, расположенными на верхней части штампа. На рис. 89, б изображен момент окончания гибки хомутика. Изменяя положение упоров 3, можно получать хомутики с симметричными и несимметричными полками.
На рис. 89, в дана конструкция рассматриваемого штампа. Нижняя плита 7 имеет паз, выполненный в форме «ласточкина хвоста». В этом пазу находятся сухари 14, которые связаны с винтом 13 гайками 12, неподвижно закрепленными на сухарях. Настройка сухарей на размер, равный наружному диаметру

производится маховичком 18 и контролируется по шкалам. После установки сухари неподвижно закрепляют винтами 9. В Т-образных пазах, находящихся на боковых поверхностях сухарей, закрепляют упоры 10. Положение упоров в соответствии с длиной заготовки контролируют по шкалам. Ползуны 8, изгибающие верхнюю часть детали, получают перемещение от упоров 16,

расположенных на верхней части штампа, через рычаги 15. Величина хода ползунов 8 устанавливается выдвижением упоров 16 при помощи гаек 17. Это регулировочное перемещение контролируют по шкалам, имеющимся на упорах. Перемещение каждого из ползунов 8 может быть полностью остановлено, для чего соответствующий рычаг 15 сдвигается в сторону. Гибочная оправка 11 является сменной деталью штампа. Ее размеры и форма соответствуют внутренним размерам изгибаемой детали. Точное взаимное расположение нижней и верхней части штампа при установке его на прессе и в процессе работы обеспечивается втулками, запрессованными в плиту 7, и направляющими колонками, закрепленными на верхней части штампа.
На рис. 89, г показаны примеры конфигурации хомутиков, которые можно получить на штампе, и сечение оправок.
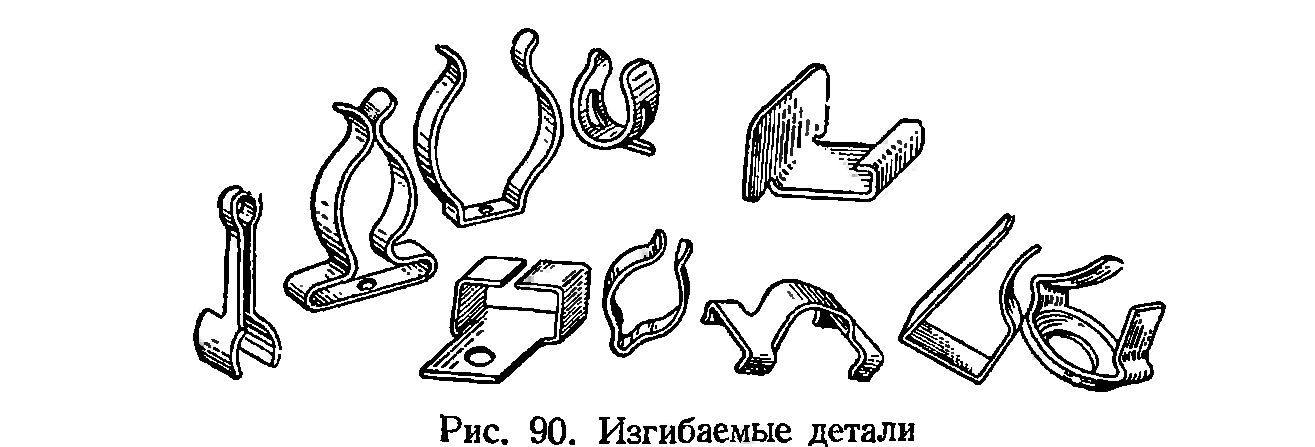
Гибка деталей сложного профиля. Эта группа деталей (рис. 90) наиболее многочисленна. Процесс штамповки подобных деталей обычно осуществляется по трем схемам:
а) вырезка заготовки и последующая гибка ее за несколько операций в простых штампах;
б) вырезка заготовки и последующая гибка в сложном штампе;
в) полное изготовление в одном многопереходном комбинированном штампе последовательного действия.
Первая схема изготовления обычно используется в условиях серийного производства. Штампы для гибки отдельных участков детали выполняются по типу схем, показанных на рис. 75, 77, 78, 82, 85.
Вторая схема характерна для серийного и массового производства. Штампы для собственно гибки бывают двух типов: с матрицей на шарнирах и с расположением гибочного пуансона в плоскости движения ползуна пресса; с расположением одного или нескольких пуансонов (матриц) в плоскости, перпендикулярной к движению ползуна пресса. В этом случае гибочные пуансоны (матрицы) приводятся в движение специальными клиньями, укрепленными в верхней части штампа, от пневмокамер или пневмоцилиндров.
Штампы первого типа используют для получения деталей с углом наклона полок менее 90°, для гибки омегообразных скоб и хомутиков скоб с горизонтальными полками и подобных им деталей.
Конструктивное оформление второго типа штампов весьма разнообразно, их используют для гибки деталей с поднутрениями. Особенностью этих штампов следует считать перемещение пуансонов или матриц в плоскости, перпендикулярной к движению ползуна пресса, а следовательно, и к верхней части штампа.
Ниже приводится описание работы штампов для гибки деталей сложного профиля.
Штамп, показанный на рис. 91, предназначен для окончательной гибки концов на 180°. Предварительно изогнутая заготовка, имеющая вид П-образной скобы, закладывается в УЛ фиксатор штампа. При опускании верхней части прижим 1 прижимает заготовку к матрице, а плита 2 поворачивает кулачки 3 из наклонного положения в горизонтальное, осуществляя тем самым догибку полок до 180°. Кулачки возвращаются после подъема верхней части штампа в исходное положение пружинами 4.

Т-образная скоба изготовляется в следующей последовательности: вырезка заготовки; предварительная гибка с приданием П-образной формы и окончательная гибка (если на боковых полках есть отверстия, их пробивают после гибки).
