
Гибочные автоматические станки нашли широкое применение в массовом производстве мелких деталей разнообразной конфигурации, получаемых из ленты и штучных заготовок.
Из большого разнообразия гибочных автоматов ниже рассматриваются автомат, предназначенный для гибки деталей из штучных заготовок, и универсально-гибочные автоматы для изготовления деталей из проволоки и ленты.
На рис. 99 показан роторный автомат для гибки заготовок.
Заготовки закладываются, в магазин 1 и под влиянием собственного веса опускаются в гнезда фиксаторов 3 ролика 2. Захваченные фиксаторами заготовки удерживаются на поверхности ролика и вводятся затем ими в зону соприкосновения изгибающих их роликов. Пройдя эту зону, изготовленная деталь под влиянием собственного веса выпадает. Из схемы процесса гибки заготовок между роликами следует, что в отличие от гибки в штампах здесь процесс протекает непрерывно, а следовательно, производительность всех прочих равных условиях значительно выше. Однако область применения таких автоматов ограничена, они применяются преимущественно для узких деталей открытого профиля малой высоты.
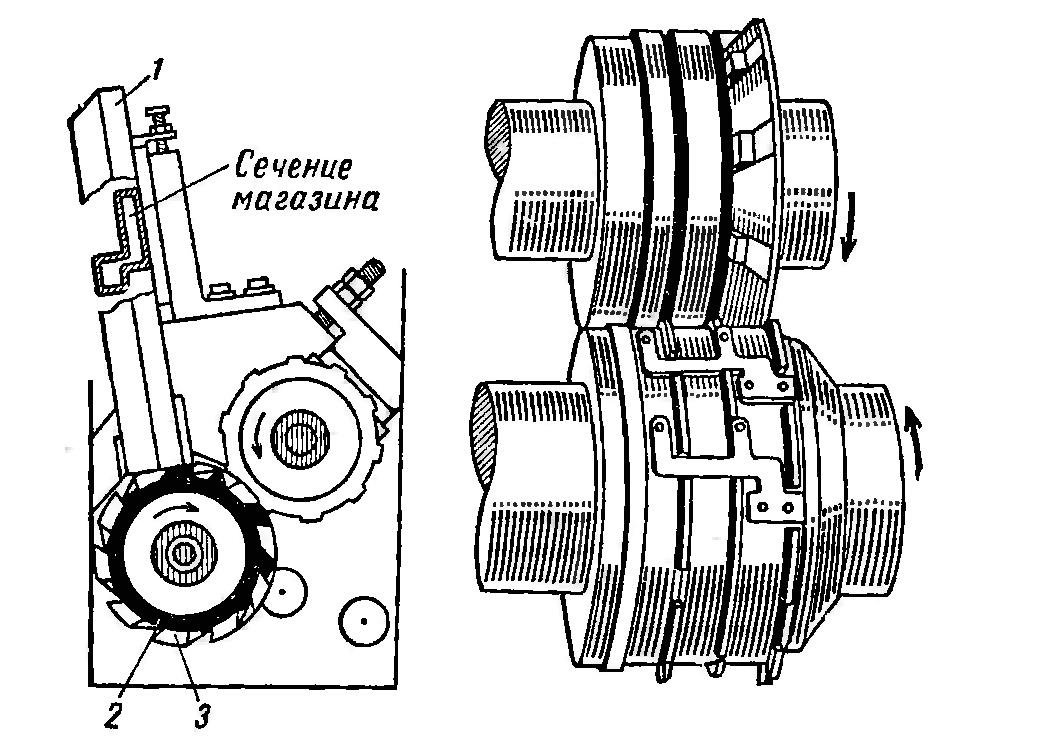
Схема еще одного гибочного полуавтомата, используемого для гибки малых угольников с короткими полками и подобных им деталей, показана на рис. 100. Заготовки, подлежащие гибке (отгибается полка L1), вставляют в радиальные пазы барабана 1, непрерывно вращающегося со скоростью 3—4 об/мин. Глубина паза в барабане равна размеру длинной полки L2 изгибаемой детали; заготовки, проходя под верхний ролик 2, загибаются им и при дальнейшем вращении барабана под действием собственного веса падают в тару. Гибка на таком устройстве позволяет повысить производительность в 5—8 раз по сравнению с гибкой в штампах.

Гибочные механизированные приспособления.
Наряду со специальными гибочными автоматами рекомендуется создавать специальные механизированные приспособления заменяющие с успехом громоздкие прессы и сложные штампы при изготовлении деталей сложной конфигурации. В первую очередь такие приспособления следует использовать для гибки деталей типа колец, хомутиков и т. п.
На рис. 101,6 показан насосодержатель велосипеда, изготовление которого обычными приемами штамповки (в штампах), особенно
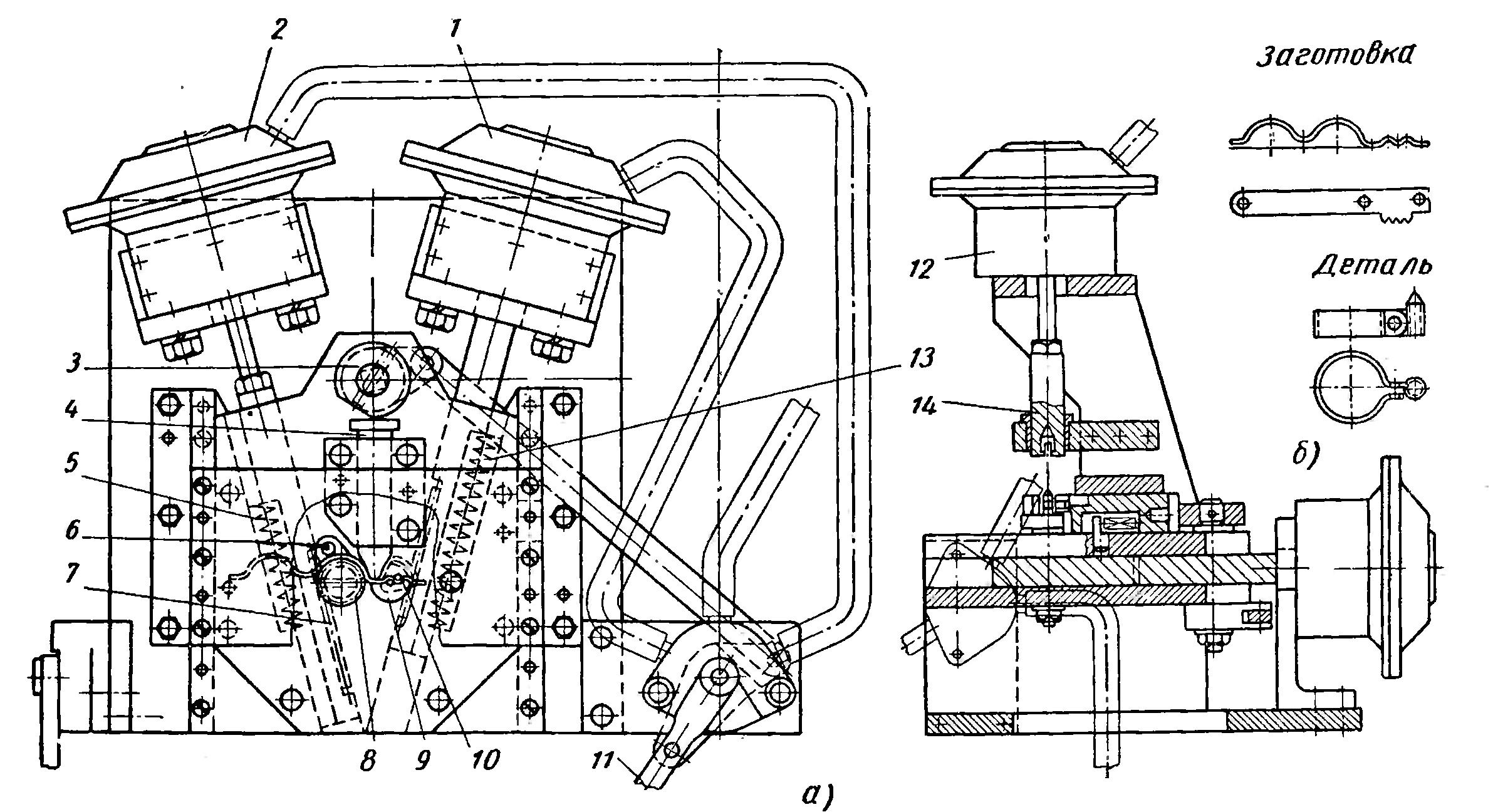
при формообразовании двух кольцевых участков и обжатии конуса представляет весьма трудную задачу. Для гибочных операций требуется несколько штампов сложной конфигурации. Настройка таких штампов, как и сама штамповка, весьма трудоемка. На ряде заводов при изготовлении подобных деталей отказываются от штампов и переходят на ручные гибочные приспособления. Однако работа на них трудоемка и малопроизводительна. Подобные детали необходимо обрабатывать на устройствах, оснащенных силовыми головками с пневмокамерами или поршневыми пневмоцилиндрами. На рис. 101, а приведено устройство для изготовления насосодержателя, состоящее из трех пневмокамер, рычага управления и механизмов, передающих движение рабочим элементам, которые осуществляют процесс формоизменения.
Предварительно изогнутую заготовку устанавливают вручную в положение, определяемое оправками 8 и 9 (на которых осуществляется формоизменение колец насосодержателя), и штифтом, заходящим в отверстие, предварительно пробитое в заготовке. В этом положении заготовку вначале зажимают плунжером 4, а затем подвергают гибке поворотом рычагов с сухарями 6 и 10, собственно и производящими гибку заготовки.
Поворот рычагов и зажим заготовки производят от пневмокамер 1 и 2. При повороте рукоятки пневматического крана 11 через рычажную систему поворачивается эксцентрик 3, зажимающий через плунжер 4 заготовку, а затем при подаче сжатого воздуха в пневмокамеру 2 приводится в движение рейка 7. Так как последняя сцеплена с зубчатым колесом, насаженным на конец рычага с сухарем 6, то последний поворачивается, в результате чего заготовка изгибается вокруг оправки 8.
Подобным же образом происходит изгиб и около второй оправки 9, когда рукоятка крана поставлена в положение, при котором подключается пневмокамера 1.
Рейки и рычаги с сухарями, осуществляющие изгиб заготовки, после выпуска воздуха из пневмокамер возвращаются в исходное положение пружинами 5 и 13. Выше указывалось, что, кроме гибки, необходимо выполнить обжим на конус. Обжим осуществляется пуансоном 14, получающим перемещение от пневмокамеры 12, установленной на стойках.
Приспособление, показанное на рис. 102, также используется для гибки деталей сложной формы. Заготовка устанавливается между поводком и оправкой. При пуске сжатого воздуха из сети в цилиндр 1 шток 2 последнего перемещает рейку 3, которая вращает зубчатое колесо 4 с поводком 5, а последний осуществляет гибку около оправки 6.
Таким образом, в приспособлениях, предназначенных для гибки деталей типа колец, втулок, хомутиков, гибка осуществляется сухарями, получающими перемещение по части окружности. Гибка происходит вокруг оправки.

Для гибки П-образных, Г-образных и коробчатых деталей используются приспособления, в которых рабочий инструмент получает возвратно-поступательные перемещения от пневмокамер или поршневых пневмоцилиндров. Уместно указать, что в качество привода рабочих инструментов при гибке малогабаритных деталей из тонкого материала могут быть использованы электромагниты.
Универсально-гибочные автоматы. На универсально-гибочных автоматах или, как их иногда называют, многоползунковых автоматах можно изготовлять детали разнообразных форм и размеру из проволоки диаметром до 6 мм и ленты толщиной до 2 мм и шириной до 70 мм. На автомате, кроме изготовления деталей из ленты можно осуществлять соединение их кромок швом в замок или прошивкой. Оснащени автомата загрузочными устройствами дает возможность изготовлять и собирать узльы состоящие из двух-трех деталей.
Отечественные заводы выпускают ряд универсально-гибочных автоматов (А910 А921, А912, А913, А914), размеры и характеристики которых регламентированы ГОСТом.
Для универсально-гибочных автоматов характерны высокие производительность стойкость инструмента и качество, экономичное использование металла и малая стоимость изготовляемых деталей.
Рассмотрим порядок изготовления шплинта на автомате (рис. 103).

Проволока через правйльные ролики подается до упора, после чего ножом отрезается заготовка требуемой длины.
Во избежание сдвига в обратном направлении проволока удерживается механизмом зажима. Отрезанная заготовка удерживается планками 1 и 2 и подвергается первой гибке вокруг оправки 3; затем получают перемещение ползуны 4 и 5 с призмами 6 и 7, которые и производят окончательную гибку шплинта. По окончании гибки оправка 3 выходит из шплинта, а штамп 8, закрепленный на ползуне 9, придает шплинту окончательную форму. Шплинт сталкивается в тару, все механизмы возвращаются в исходное положение, и цикл изготовления повторяется. Еще два примера изготовления деталей, требующих гибки, показаны на рис. 104 и 105. В обоих случаях от выправленной проволоки отрезается заготовка, которая прижимается к оправке, после чего изгибается.
Как и указывалось выше, универсально-гибочные автоматы могут быть использованы для изготовления деталей из ленты.
На рис. 104 показана последовательность изготовления хомута стартеров. Лента подается и отрезается перед гибочной секцией
переднего ползуна (I переход). Пружинный прижим 6 предназначен для поддержания заготовки в рабочем положений после ее резки от ленты.
Па переднем ползуне установлена гибочная секция 5, опирающаяся на две пружины 7 в державке 1 и производящая U-образную гибку заготовки (II переход). Вслед за этим боковые секции 2 и 1 загибают хомут (за исключением концов) вокруг оправки 10 (III переход). Оправка состоит из нескольких деталей, смонтированных на прямоугольном шипе 9, неподвижно закрепленном в кронштейне вертикального механизма.

Рабочая часть оправки 10 в виде кольца соответствующим окном посажена на пуансон 11 и может скользить по нему между двумя установочными кольцами 12 и 13.
Диаметр рабочей части оправки для удобства в работе делается немного большим диаметра хомута.
Пуансон 11 закреплен в нижней части шипа 9. На заднем ползуне укреплена секция 3, в которой выполнена вытяжная матрица по форме двух ушков. Зеркало этой матрицы представляет собой часть наружной поверхности хомута. Когда задний ползун приводится в действие, он прежде всего поджимает выступающие концы хомута к оправке, а затем заставляет оправку отодвигаться вместе с передней секцией за счет сжатия пружин 8. Оправка скользит по шипу 9 и как бы служит прижимом для пуансона 11, выступу щего из окна оправки и вытягивающего два ушка (IV переход Когда секция возвратится в исходное положение, пружины 7 приводят секцию 5, а с ней и оправку в исходное положение, пуансон выходит из вытянутых им ушков. Возврат всех ползунов в иcxодное положение позволит снять хомут с оправки.

Последовательность изготовления и сшивки анода показана на рис. 105.
Лента со смоточного устройства узлом подачи подается через вырубную коробку, в которой образуются контуры заготовки, к узлу отрезки 1, где происходит отрезка ножом 2 и прижим отрезной заготовки к центральной оправке 3. Затем подходит упор 4, образующий ребра анода при ходе пуансона 5. Пуансон 6 загибает четвертую сторону, а пуансон 7 замыкает контур. Сшивка осуществляется иглами 8, прокалывающими ребро, а также иглами 9. Пуансоны возвращаются в исходное положение, и готовая деталь снимается съемщиком 10.