
Для расчета длины заготовок (развертки, рис. 67), обеспечивающих после гибки получение заданных размеров деталей, необходимо:
а) определить положение нейтрального слоя деформации (нейтральной линии) в зоне деформации, который сохраняет свою длину неизменной после гибки;
б) разбить контур штампуемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) просуммировать длины этих отрезков. Длины прямых участков суммируются без изменения, а длины криволинейных участков— с учетом деформации материала и соответственного смещения нейтрального слоя.
При расчете возможны два случая: детали с r>0,1S (гибка с закруглением) и детали с r<0,1S (гибка без закругления). Длину L развертки для детали, подвергнутой гибке, при г > 0.1S рассчитывают по нейтральному слою (рис. 67):
 приложении 4 приведен расчет элементов часто применяемых сопряжений дуг и прямых участков.
приложении 4 приведен расчет элементов часто применяемых сопряжений дуг и прямых участков.


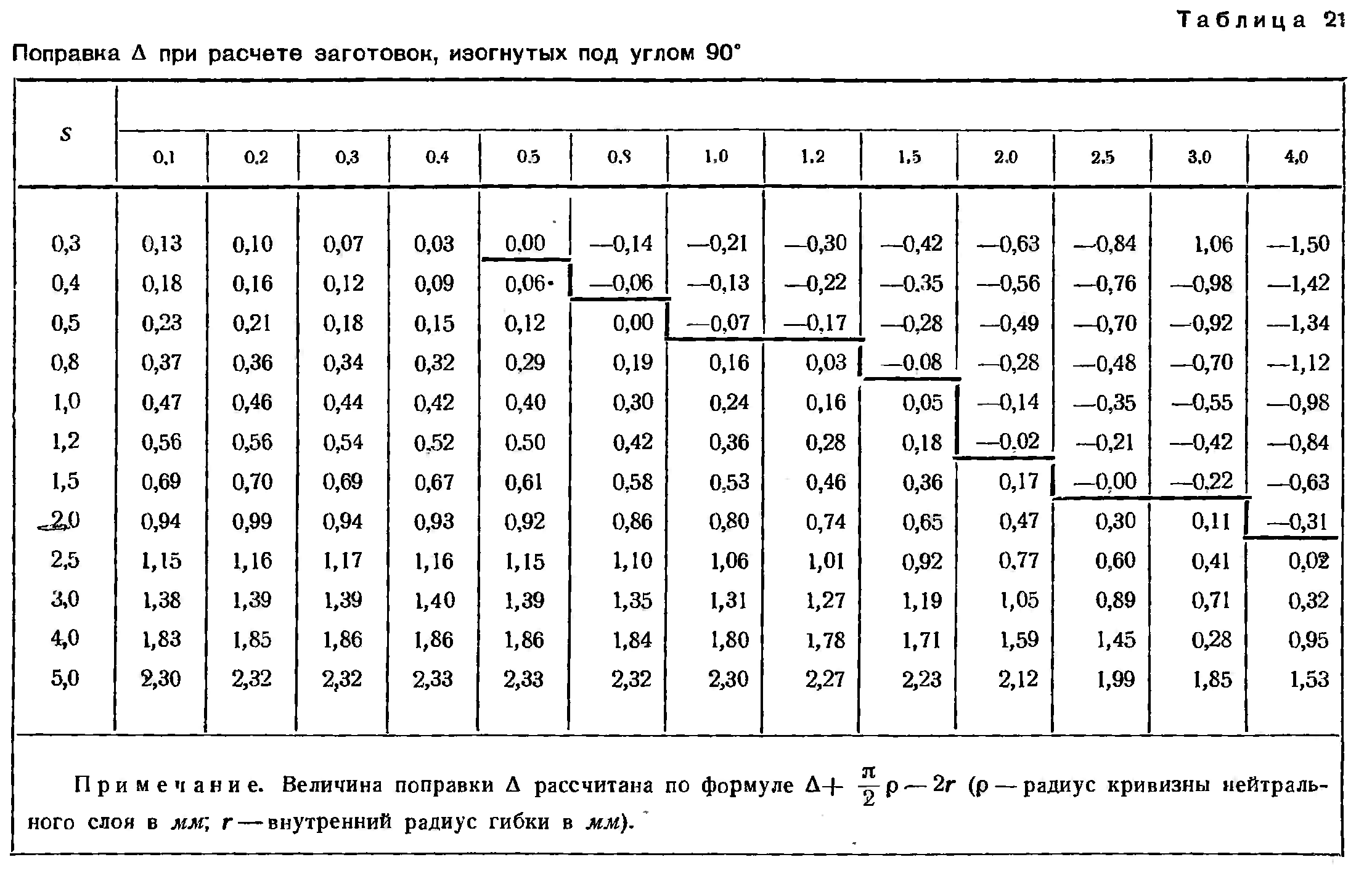
Для упрощения расчетов по определению размеров заготовок при гибке под углом 90° с малыми радиусами сопряжения можно пользоваться номограммой, приведенной в нормалях AWF 5975*, или таблицей поправок, составленной Д. А. Вайнтраубом. В этом случае к сумме длин прямолинейных участков l1 и l2 детали, измеренных до внутренних поверхностей ее сторон (рис. 68, а), прибавляют поправку Δ по табл. 21 (поправка Δ в зависимости от сопровождающего ее знака прибавляется или отнимается от длин l1 и l2 прямых участков). Следовательно,
![]()

В тех случаях, когда гибку ведут до соприкосновения сторон (рис. 68, б), длину заготовки рассчитывают по формуле
![]()
Длину заготовки для гибки деталей под углом без закругления, т. е. при r < 0,1S, рассчитывают по формуле, составленной на основе равенства объема заготовки и детали с учетом утонения в зоне гибки

Величина R на образование каждого из углов зависит от радиуса пуансона. При r=0,055 S R=0,58-0,4, а при г = 0,1S R=0,45 — 0,48.
Hасчет развертки при гибке деталей из проволоки отличается от расчета деталей из листа положением нейтрального слоя. Формулы для расчета длины деталей из проволоки наиболее часто встречающихся форм приведены в табл. 22.