
Усилие гибки в штампе складывается из усилия свободного изгиба и усилия правки материала. Величина усилия правки значительно превосходит величину усилия свободного изгиба. Характер изменения усилия при одноугловой гибке показан на рис. 69.
Конечное усилие гибки Рк (в кГ) с правкой материала для V-образных деталей рассчитывается по формуле

Основными факторами, влияющими на усилие гибки, являются отношения r/S; l/S; l/r
Для уменьшения усилия одноугловой гибки в случае последующей правки на пуансоне иногда выполняют вырезы, уменьшающие площадь соприкосновения (правки) F (рис. 70).
 Если производится U-образная гибка с проталкиванием детали через матрицу, имеем
Если производится U-образная гибка с проталкиванием детали через матрицу, имеем
![]()

Необходимо отметить, что в формулах для U-образной гибки принято допущение, что r/l = 0.15-0.2, если r/l >0.2 усилие Рк меньше если r/l <0.15 усилие больше.
Для свободной гибки, если толщина материала S<=3 мм, усилие рассчитывается по формуле
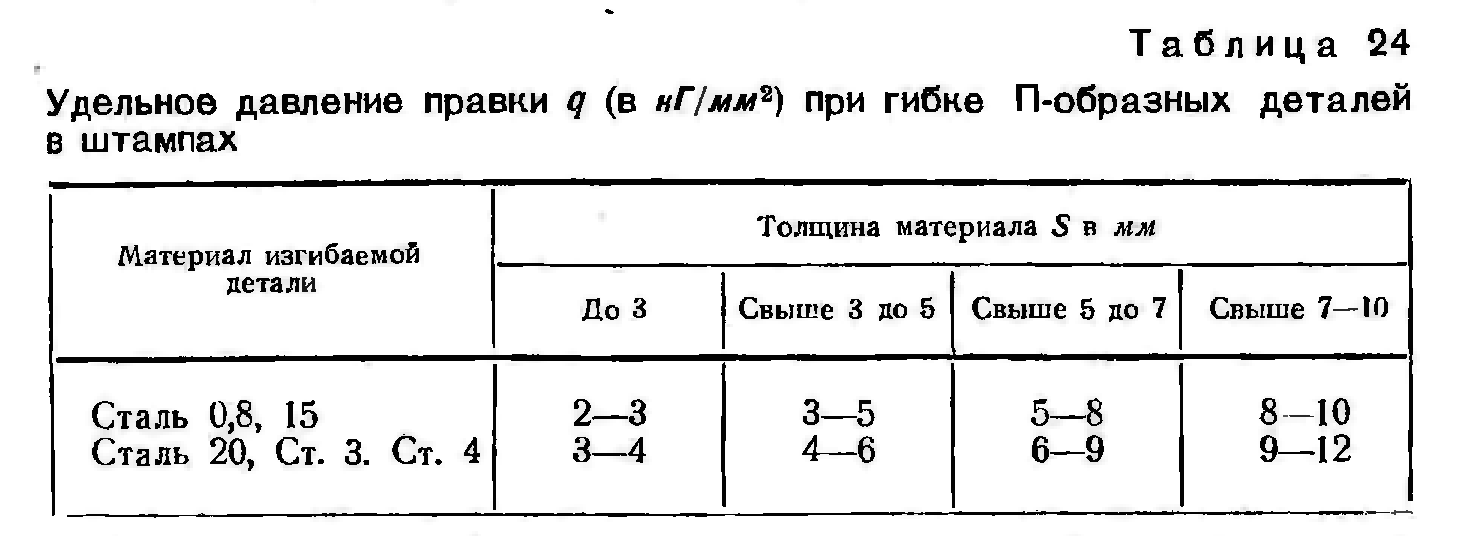
 Следует указать, что по этим формулам получают не всегда удовлетворительные результаты. Конечное усилие гибки Рк (в кГ) П-образных деталей рассчитывают по формуле
Следует указать, что по этим формулам получают не всегда удовлетворительные результаты. Конечное усилие гибки Рк (в кГ) П-образных деталей рассчитывают по формуле


В случае свободной гибки при расчете усилия Рк надо воспользоваться только первым слагаемым приведенных выше формул.
Радиусы на матрице оказывают влияние не только на величину усилия при гибке, но и на качество поверхности деталей. Чем меньше радиус на матрице, тем больше усилие гиба вследствие большого сопротивления скольжению изгибаемого материала по матрице.
Работа, необходимая для осуществления гибки, рассчитывается по формуле
