
Зачистку отверстий малого диаметра на штампах производят после сверления или пробивки. Зачистке могут быть подвергнуты отдельно взятые отверстия и группы отверстий одновременно. Образование стружки при зачистке отверстий происходит таким образом, как и при наружной зачистке, с той лишь разницей, что последовательное образование кольцевых элементов стружки протекает внутри отверстия, вследствие чего стружка не разрывается, а сохраняется целой в виде трубочки с блестящей внутренней и
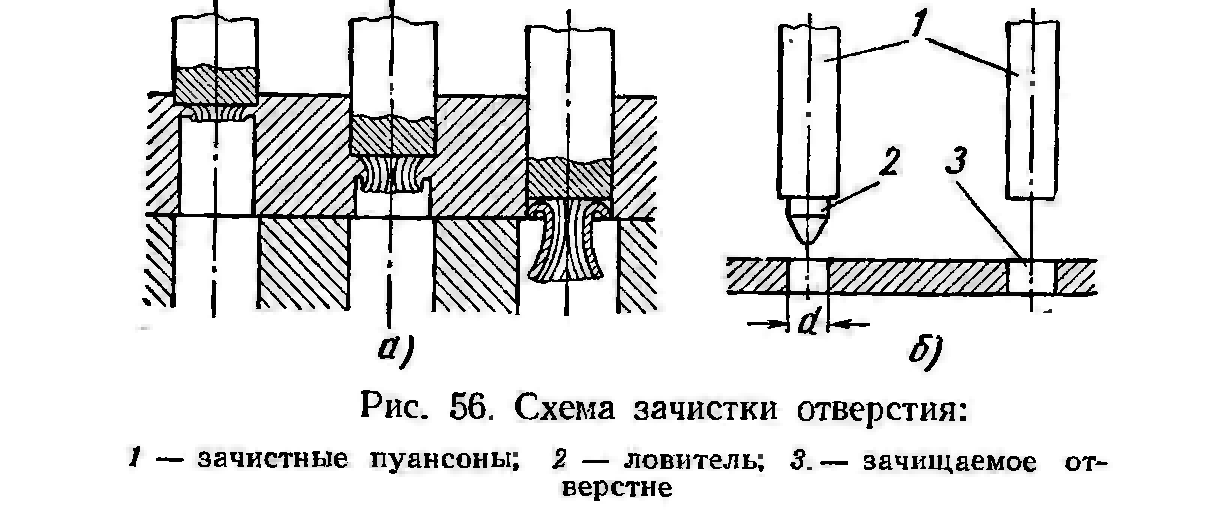
шероховатой наружной поверхностью. На рис. 56, а показаны в увеличенном виде три последовательных момента образования стружки.
Ввиду снятия малых припусков пуансон и матрица могут сопрягаться режущими кромками при сквозном отверстии в матрице диаметром в 1,2—1,3 раза больше калибруемого отверстия или по лункам, сделанным в матрице. Диаметр лунки для выхода стружки принимается равным D > 1,5 d (d — диаметр отверстия). При зачистке пробитых отверстий деталь укладывается на матрицу закругленными кромками к пуансону.
В тех случаях, когда зачищают отверстие с центрированием по ловителю, припуск (в мм) на диаметр рассчитывается по формуле

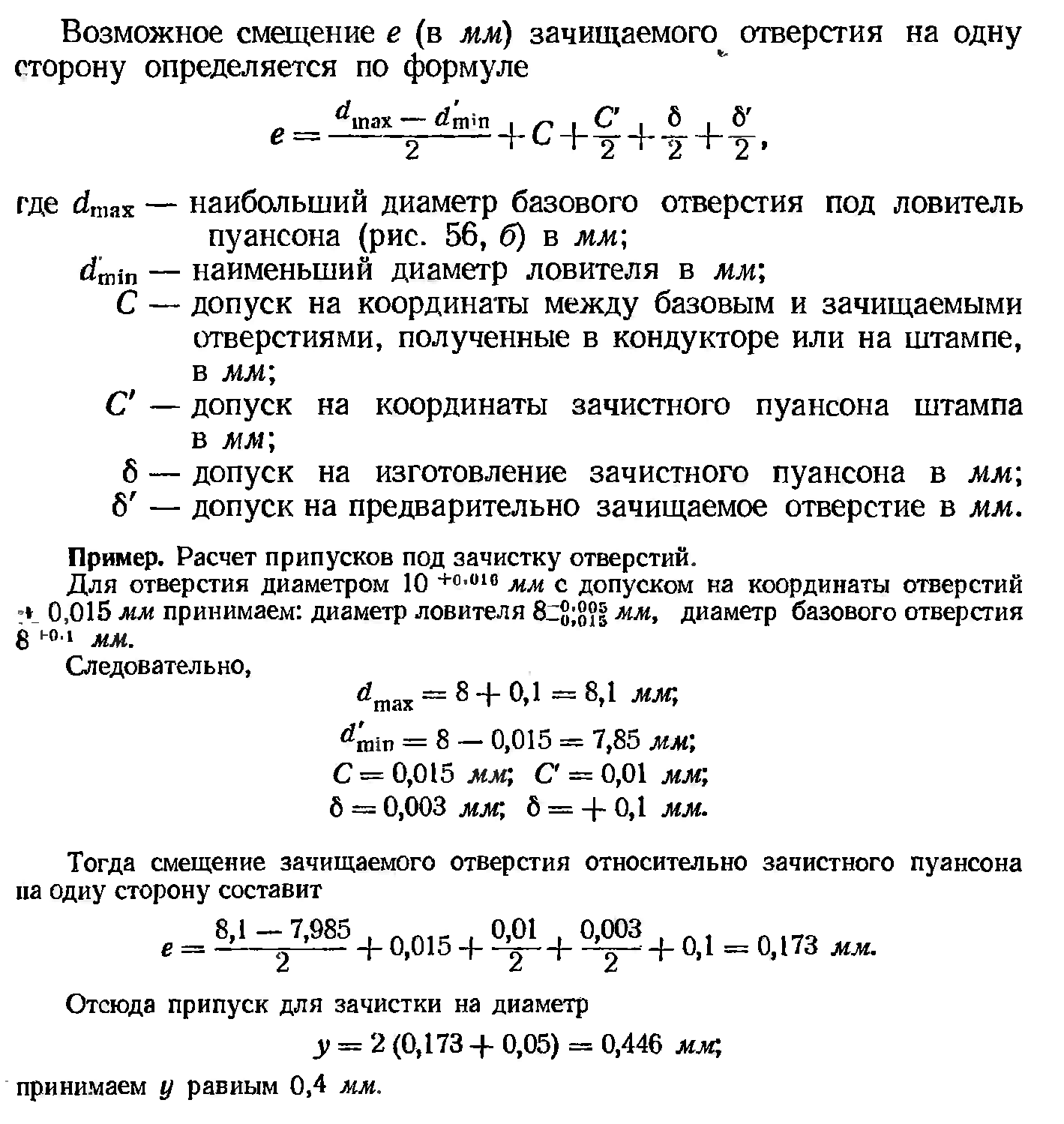
Для зачистки без центрирования по ловителю оставляют припуск, величина которого зависит от длины зачищаемого отверстия, т. е. толщины детали; диаметра зачищаемого отверстия; механических свойств материала детали; неточностей, допущенных при подготовке отверстия под зачистку; способа зачистки.
Если величина припуска не перекроет накопившейся суммарной ошибки при предварительной обработке, то после зачистки возможно получение эллиптического отверстия.
Величину припуска при зачистке отверстия малого диаметра на основании данных практики для отверстий длиной до 3,5 мм при расстоянии между центрами не более 40 мм принимают после сверления 0,1—0,15 мм на диаметр, а после пробивки — 0,15—0,2 мм.
Отверстия под зачистку, как указывалось, получают пробивкой или сверлением,
Если диаметры отверстий в изготовляемой детали больше толщины детали, их пробивают, а если меньше, их следует сверлить по кондуктору или по кернам, т. е. по разметке. Разметка осуществляется в керновочных штампах.
Применение операции кернения под сверление ограничивается толщиной обрабатываемых деталей и составляет для деталей из стали 3 мм, а из латуни и алюминия 3—5 мм. При сверлении без кондуктора (по кернам) деталей большей толщины наблюдается увод сверла более чем на 0,05 мм, что при точном сверлении недопустимо.
Если в детали пробивают несколько отверстий, то на точность и стабильность расположения отверстий влияет анизотропия материала обрабатываемых деталей.
Весьма важно ориентировать ослабленное сечение детали относительно направления проката.
При выборе диаметра зачистных пуансонов необходимо учитывать изменение отверстия после зачистки вследствие упругой деформации зачищаемой детали.
Диаметр зачистного пуансона D (в мм) определяют из выражения
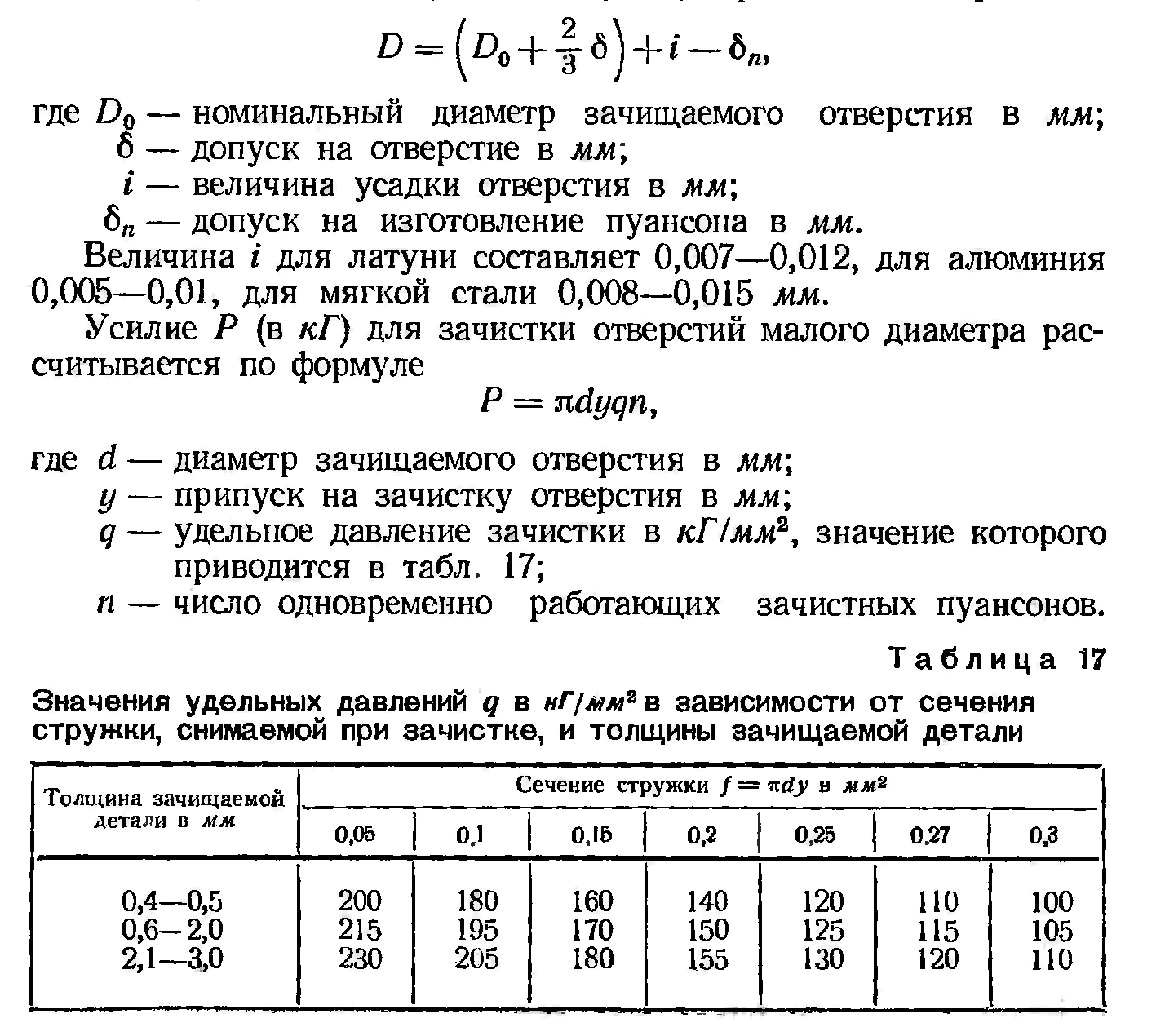 Штампы для зачистки отверстий малого диаметра делают с направляющими колонками. Эти штампы бывают с верхним и с нижним расположением пуансонов. В штампе (рис. 57, а) пуансоны 1 имеете со съемником 2 расположены в верхней части штампа. Зачищаемую деталь устанавливают на матрицу 3, где фиксируют по технологическим отверстиям или по контуру. При опускании верхней части штампа 4 деталь окончательно фиксируется ловителями, расположенными в верхней части штампа, и при дальнейшем опускании происходит зачистка. Преимущества этой конструкции состоят в соблюдении единой системы базирования и зачистки,
Штампы для зачистки отверстий малого диаметра делают с направляющими колонками. Эти штампы бывают с верхним и с нижним расположением пуансонов. В штампе (рис. 57, а) пуансоны 1 имеете со съемником 2 расположены в верхней части штампа. Зачищаемую деталь устанавливают на матрицу 3, где фиксируют по технологическим отверстиям или по контуру. При опускании верхней части штампа 4 деталь окончательно фиксируется ловителями, расположенными в верхней части штампа, и при дальнейшем опускании происходит зачистка. Преимущества этой конструкции состоят в соблюдении единой системы базирования и зачистки,
что позволяет получить высокую точность межцентровых расстояний у отверстий.
В штампе на рис. 57, б матрица 3 закреплена в верхней части штампа. Пуансонодержатель 5, прокладка 6, съемник 2 и пуансон 7 закреплены в нижней части штампа. Съем деталей с пуансонов после зачистки осуществляется рычагом. Подлежащую зачистке деталь устанавливают на поверхность съемника и фиксируют по наружному контуру или по технологическим отверстиям.
Достоинством этой конструкции штампа следует считать компактное расположение всех деталей узла, в котором происходит зачистка, в неподвижной части штампа, что позволяет изготовить штамп с высокой точностью. Недостаток штампа — возможность выпадения стружки из отверстия матрицы на поверхность зачищаемой детали и появление на ней вмятин.
Точность зачистки отверстий малого диаметра составляет 0,01— 0,02 мм ца диаметр при шероховатости поверхности среза по 7—8-му классам (ГОСТ 2789—59). В тех случаях, когда осуществляете^ одновременная зачистка группы отверстий, помимо повышения точности по диаметру, имеет место и повышение точности межосевых размеров.
На часовых заводах при изготовлении плат и мостов для повышения точности отверстия (если их несколько) зачищают два, а в отдельных случаях три раза. Припуск на последнюю зачистную операцию назначается 0,01—0,015 мм на диаметр. Для повышения качества поверхности зачистку следует производить со смазкой, при этом пуансоны должны иметь хорошо доведенную торцовую поверхность.
Если на грани пуансона будут зазубрины или вырывы, то при зачистке образуется нарост металла и на поверхности отверстия появляются глубокие продольные риски.

Зачистка отверстий диаметром 3—12 мм в деталях толщиной менее 3 мм может быть осуществлена в штампах, совмещающих пробивку и зачистку. Пуансон такого штампа показан на рис. 58. Участок III пуансона предназначен для пробивки, II — для предварительной зачистки и для окончательной калибровки.Для того, чтобы исключить деформацию детали в процессе пробивки с зачисткой, ее следует производить при сильном прижиме детали к поверхности матрицы.