
Зачистку по наружному контуру снятием припуска применяют ^для деталей с периметром до 300 мм, толщиной до 10 мм в случаях, когда требуется повышенное качество поверхности среза, когда контур детали или его элемент являются базой для дальнейшего выполнения ряда операций с высокой точностью и когда требуется повышенная точность наружного контура на штампуемых деталях (3—4-й классы).
Конструкция зачищаемых деталей должна быть жесткой. Например, длинные пазы, отделенные от наружного контура детали

узкой перемычкой, не поддаются зачистке, так как пуансон, входя в паз, раздвигает его, не снимая стружки, а после удаления пуансона из детали паз принимает первоначальные размеры.
Зачистка со снятием припуска осуществляется резанием со снятием стружки. В отличие от резания резцом в штампах стружка чаще всего снимается по замкнутому контуру. Схема процесса резания при зачистке со снятием припуска показана на рис. 50, а. Процесс зачистки состоит в том, что предварительно вырезанная и выправленная заготовка, уложенная в фиксатор штампа под действием пуансона , погружается в матрицу 2, режущая грань которой врезается в металл, сминая его, и постепенно отделяет от слоя (припуска), подлежащего удалению, первый, второй и т. д. элементы п, которые перемещаются в радиальном направлении по стрелке F. Последний элемент стружки в конце процесса отделяется от зачищаемой детали несколько иначе, чем в начале и середине процесса резания. В конце зачистки из-за отсутствия противодавления со стороны верхнего слоя стружки последний элемент скалывается не под углом, как ранее, а вырубается с очень малым зазором (между пуансоном и матрицей), что приводит к неудовлетворительной поверхности среза и к образованию вырывов в теле детали. Величина вырывов при прочих равных условиях будет тем больше, чем больше припуск на зачистку. Поэтому у большинства зачищенных деталей в верхней плоскости имеется шероховатый поясок.
При установке заготовок следует учитывать направление зачистки. Для деталей с толщиной более 3 мм направление зачистки должно совпадать с направлением вырезки, т. е. та сторона детали, которая при вырезке обращена к матрице, должна и при зачистке прилегать к ней, а при зачистке деталей толщиной менее 3 мм лучшие результаты дает зачистка в направлении, обратном направлению вырезки. В этом случае происходит не только зачистка, но и правка зачищаемой детали. Если зачистка производится на вибропрессе, направление зачистки независимо от толщины детали должно совпадать с направлением вырезки.
Рассмотренный процесс зачистки используется для латуни, нейзильбера и алюминия; при зачистке стальных деталей, особенно из стали 20Г, У10А, 111X15, следует применять матрицу с заваленной кромкой (рис. 50, б). В таких матрицах в верхней плоскости происходит снятие стружки, а на скошенной кромке А — обжатие (коническая поверхность). Угол развала α и высота h, на которой матрица имеет коническую поверхность, зависят от толщины зачищаемой детали * и имеют следующие значения:
 Зачистка по наружному контуру снятием припуска может осуществляться на обычных кривошипных прессах и на вибрационных прессах. Сущность метода вибрационной зачистки заключается в том, что пуансон (или матрица, если она укреплена на ползуне) в процессе поступательного движения совершает быстрые колебания (800—1000 в минуту) и погружается за каждое колебание на 0,05—0,07 мм. В результате нажатий, следующих друг за другом, заготовка проталкивается в матрицу, а припуск от нее отделяется при благоприятных для пластической деформации и образования среза условиях, т. е. без вырывов, сколов, что наблюдается при зачистке сталей У10, 65Г, 4X13 на универсальных прессах.
Зачистка по наружному контуру снятием припуска может осуществляться на обычных кривошипных прессах и на вибрационных прессах. Сущность метода вибрационной зачистки заключается в том, что пуансон (или матрица, если она укреплена на ползуне) в процессе поступательного движения совершает быстрые колебания (800—1000 в минуту) и погружается за каждое колебание на 0,05—0,07 мм. В результате нажатий, следующих друг за другом, заготовка проталкивается в матрицу, а припуск от нее отделяется при благоприятных для пластической деформации и образования среза условиях, т. е. без вырывов, сколов, что наблюдается при зачистке сталей У10, 65Г, 4X13 на универсальных прессах.
Устройство для вибрационной зачистки деталей приведено на рис. 51. Пуансон 1 закреплен в вибрационном ползуне 2, кривошипным валом 3 сообщается возвратно-поступательное движение с определенными частотой и амплитудой. На колебательное движение пуансона накладывается необходимое для снятия припуска с заготовки поступательное перемещение главным ползуном 4, приводимым в действие кривошипным валом 5.
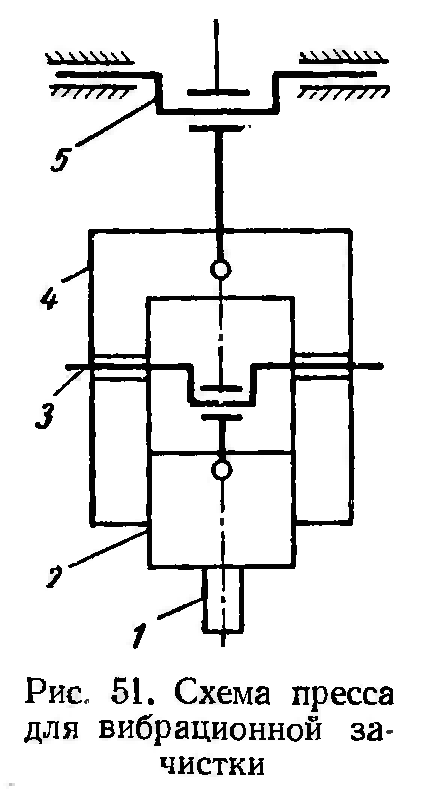
Режим вибрационной зачистки: 10—20 колебаний инструмента на 1 мм рабочего хода при колебаниях вибрационного ползуна с частотой 20—30 гц и соответствующем числе ходов главного ползуна. При этом способе зачистки пуансон не доходит до поверхности матрицы на 0,05—0,1 мм. При виброзачистке вначале происходит вдавливание заготовки в матрицу без образования стружки; затем отделяется стружка, причем она завивается по рабочей плоскости матрицы. Далее отделение стружки сочетается со сдвигом металла и, наконец, остаток срезается с образованием трещины.
Исходя из требований к шероховатости поверхности и точности размеров детали по контуру производят однократную или многократную зачистку. Дать исчерпывающие указания о числе операций трудно, этот вопрос приходится решать применительно к каждому конкретному случаю. Исходя из практики ряда заводов можно сделать следующие общие замечания. Однократную зачистку следует применять для деталей с плавным очертанием наружного контура (радиусы сопряжения элементов контура больше 4—5 толщин зачищаемой детали или углы больше 90° и закруглены по радиусу) при условии, что толщина зачищаемой детали меньше 5 мм, а при использовании матриц с заваленной кромкой — и для деталей больших толщин.
Многократную зачистку следует применять для всех деталей толщиной более 5 мм, для деталей со сложной конфигурацией и деталей с острыми углами, а если по условиям эксплуатации детали утяжка (завал) недопустима, — то для всех деталей независимо от их толщины.
Указанные параметры зачищаемых деталей даны для обычных матриц и матриц с заваленной кромкой при условии, что зачистка осуществляется на обычных прессах. Зачистка на вибропрессах независимо от формы и толщины детали чаще выполняется однократной.
Все сказанное относилось к заготовкам, полученным вырезкой по всему наружному контуру (раскрой с перемычками). Если заготовка под зачистку получена вырезкой по части наружного контура (малоотходный или безотходный раскрой), то вследствие ухудшенной поверхности среза и пониженной точности размеров зачистку желательно производить в две операции. Опыт показывает, что если нужна многократная зачистка, число зачистных операций должно быть не более двух, так как дальнейшее их увеличение при постоянном припуске не повышает точности обработки.
Необходимыми условиями качественной зачистки по наружному контуру, помимо зачистных операций, являются обязательная правка заготовок и правильный выбор припуска Д., под зачистку. Припуском под зачистку называется разность между наименьшим размером заготовки, поступающей на зачистку, и наибольшим размером детали, получаемой после зачистки.
Величина припуска под зачистку и его распределение по контуру зачищаемой детали оказывают существенное влияние на чистоту поверхности среза и точность размеров.
Величина припуска под зачистку зависит от погрешности формы заготовки, поступающей на зачистку, состояния поверхности среза и способа базирования заготовки в зачистном штампе

Величину двустороннего припуска для зачистки в обычных матрицах Δ3 можно определить по табл. 14; если имеет место двукратная зачистка, то припуск на первую зачистку следует назначать по таблице, а припуск на вторую и последующую зачистки брать на 40% меньше, чем на первую.
Распределение припуска под зачистку следующее. Если контур плавный с радиусами закругления более 5S, распределение равномерное; если заготовка получена безотходной вырезкой или отрезкой, зачистка осуществляется в две операции, припуск распределяется в зависимости от контура зачищаемой детали, и, наконец, если контур зачищаемой детали сложной формы или имеет острые или тупые углы, зачистка осуществляется в две операции. Распределение припуска показано на рис. 52.

Если деталь подвергается однократной зачистке в матрицах с разваленной кромкой, при определении размеров матрицы необходимо, чтобы припуск на обжатие составлял не более 0,04—0,25 мм на сторону для деталей толщиной до 5 мм и 0,25—0,8 мм для деталей толщиной свыше 5 мм. При зачистке на вибрационных прессах припуск может быть рассчитан из выражения
Для особо точных деталей величина припуска должна быть увеличена.
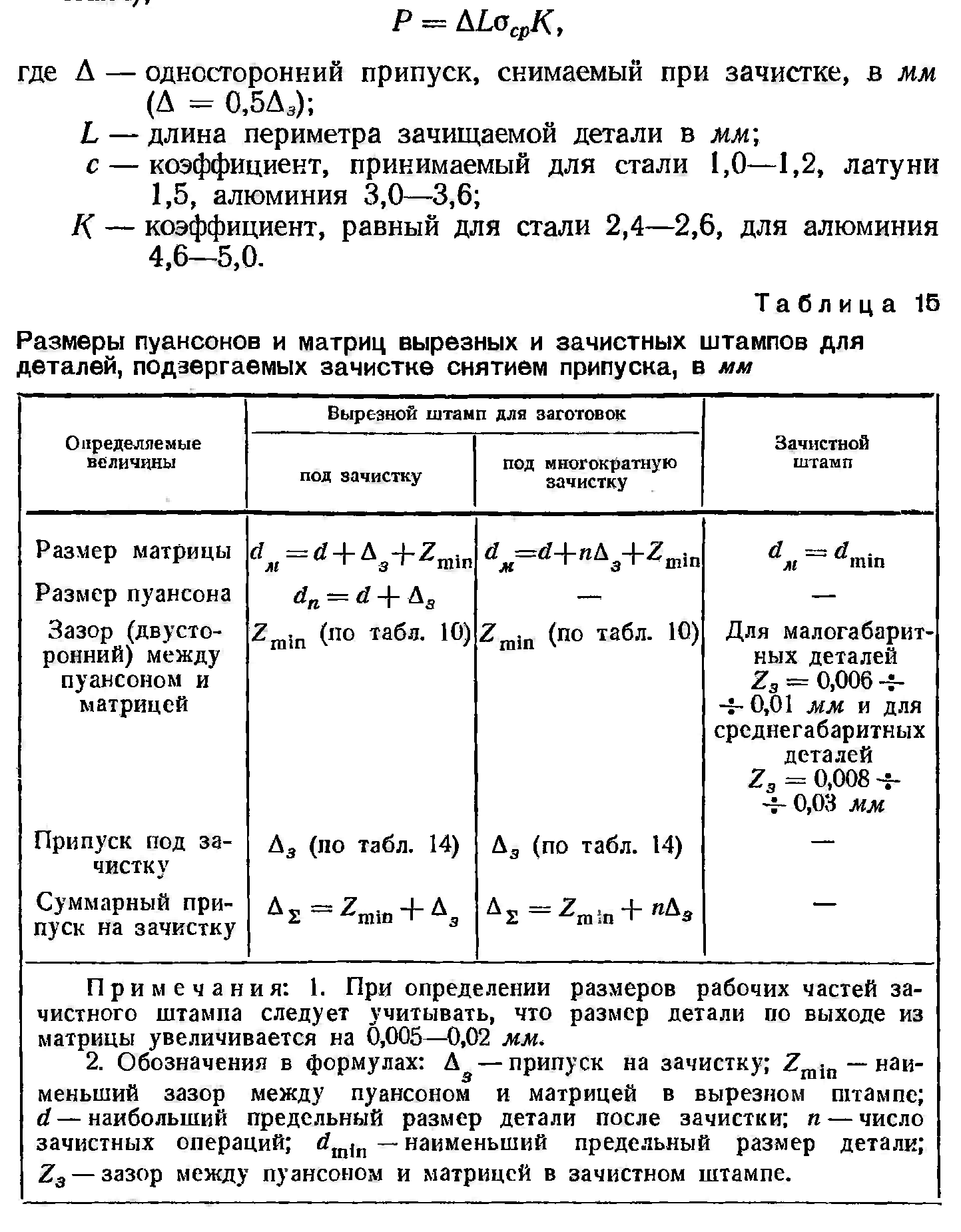
Знание величины припуска под зачистку дает возможность определить размеры пуансона и матрицы вырезного штампа, а знание процесса зачистки позволяет определить размеры пуансона и матрицы зачистного штампа. Для удобства пользования расчетные формулы приведены в табл. 15.
На ряде заводов зазор Zmin берут в 2 раза меньше значений Zmin, приведенных в табл. 10.
Способ уменьшения величины Zmin еще недостаточно проверен в производстве. Усилие зачистки меньше усилия вырезки при всех прочих равных условиях и составляет 30—37% усилия вырезки.
Усилие в кГ для зачистки по наружному контуру снятием припуска Р3 находим из формул:
для штампов обычных, работающих на провал
 для штампов, имеющих матрицу с заваленными кромками (для стали),
для штампов, имеющих матрицу с заваленными кромками (для стали),
 При зачистке деталей с выталкиванием на поверхность матрицы (с прижимом) формула усилия имеет вид
При зачистке деталей с выталкиванием на поверхность матрицы (с прижимом) формула усилия имеет вид
