
Запуску материала в производство предшествует контроль материала, который подразделяется на контроль внешнего вида и размеров и контроль штампуемости. Контроль внешнего вида заключается в визуальном осмотре поверхности материала на отсутствие свищей, раковин, надрывов, глубоких царапин. При наружном осмотре обнаруживают и грубые отклонения от геометрической формы. Полосы и ленты контролируются по ширине и толщине, а листы —по толщине. Контроль толщины осуществляется специальными микрометрами.
Под штампуемостью понимается способность листового материала подвергаться различным формоизменяющим операциям штамповки. Существует много различных способов для оценки штампуемости, некоторые из них рассматриваются ниже.
Ряд исследований показывает, что о штампуемости материала можно судить по результатам испытаний механических свойств. Последние не дают конкретных коэффициентов штампуемости, но полученные при испытании этих свойств показатели позволяют достаточно точно определить поведение материала при штамповке.
К числу показателей механических свойств, оказывающих влияние на штампуемость, относятся: предел прочности σв, предел текучести σт, отношение предела текучести к пределу прочности; модуль упругости; показатели полного удлинения δ10 и δ5, полного поперечного сужения ψ; величины равномерной деформации δравн и ψравн.
В общем виде влияние механических свойств на штампуемость может быть охарактеризовано следующим образом [14]. Пределы прочности σв и текучести σт определяют сопротивление материала деформированию. Чем выше пределы прочности и текучести, тем больше сопротивление деформированию и тем выше напряжения, испытываемые материалом при штамповке.
Металлы и сплавы, имеющие высокий предел текучести σт, обладают значительной отдачей при штамповке.
Отношение предела текучести к пределу прочности σт/σв или разность σв —σт являются показателями пластического деформирования материала без его разрушения. Чем выше отношение σт/σв или меньше разность σв —σт , тем менее благоприятны условия деформирования, так как состояние текучести этих материалов достигается лишь при напряжениях, близких к пределу прочности материала.
Модуль упругости характеризует жесткость материала, т. е. сопротивление его упругим деформациям при растяжении и сжатии.
Некоторые авторы считают, что упругая отдача и потеря устойчивости (выпучивание) при действии сжимающих напряжений могут быть выражены через отношение ξ/σт чем больше это отношение, xем меньше склонность к потере устойчивости и упругой отдаче.
Таблица 1
Оценка пластичности материалов (по Я. Б. Фридману)
|
Группа |
Критерий статической пластичности |
Материалы |
Примечание |
|
А |
Удлинение δ и сужение ψ (в равной степени) |
Сплавы, не образующие при растяжении шейку (литые алюминиевые, |
Величина полной пластичности всегда совпадает с величиной равномерной |
|
Б |
Только сужение ψ, а не удлинение, |
Сплавы, образующие шейку при растяжении (конструкционные стали и медные |
Величина полной пластичности значительно превышает величины равномерной |
|
В |
Только удлинение (а не сужение) |
Деформированные и отожженные алюминиевые, медные и железные сплавы; при |
По условиям деформации может быть использована только способность к |
Показатели полного удлинения δ10 , δ5 и полного поперечного сужения ψ позволяют оценить способность листовых материалов пластически деформироваться под действием растягивающих напряжений. Как правило, с увеличением δ10 и ψ технологическая пластичность повышается. Следует указать, что показатели удлинения и поперечного сужения при различных видах обработки давлением, а также для разных материалов могут изменяться различным образом. Я Фридман рекомендует следующим образом пользоваться характеристиками ψ и δ для оценки пластичности (табл. 1).
Величины равномерного относительного удлинения δравн и относительного равномерного сужения ψ равн определяют область равномерных пластических деформаций (до образования шейки)
соответствующую штамповке деформации материала без местных утонений, которые в конечном счете приводят к разрыву материала. Обе характеристики связаны между собой выражением δравн=ψравн/1-ψравн, чем выше
δравн и ψравн, тем технологичнее материал.
Алюминий, алюминиевые сплавы и стали имеют низкое отношение σт/σв и высокие δ10,δравн ,ψ и ψравн . Исследование штампуемости этих материалов и процесс изготовления из них деталей подтвердили их высокую технологическую пластичность. Низкая технологическая пластичность и штампуемость титановых и магниевых сплавов находятся в прямой зависимости от высокого отношения σт/σв и низких значений δ10,δравн ,ψ и ψравн
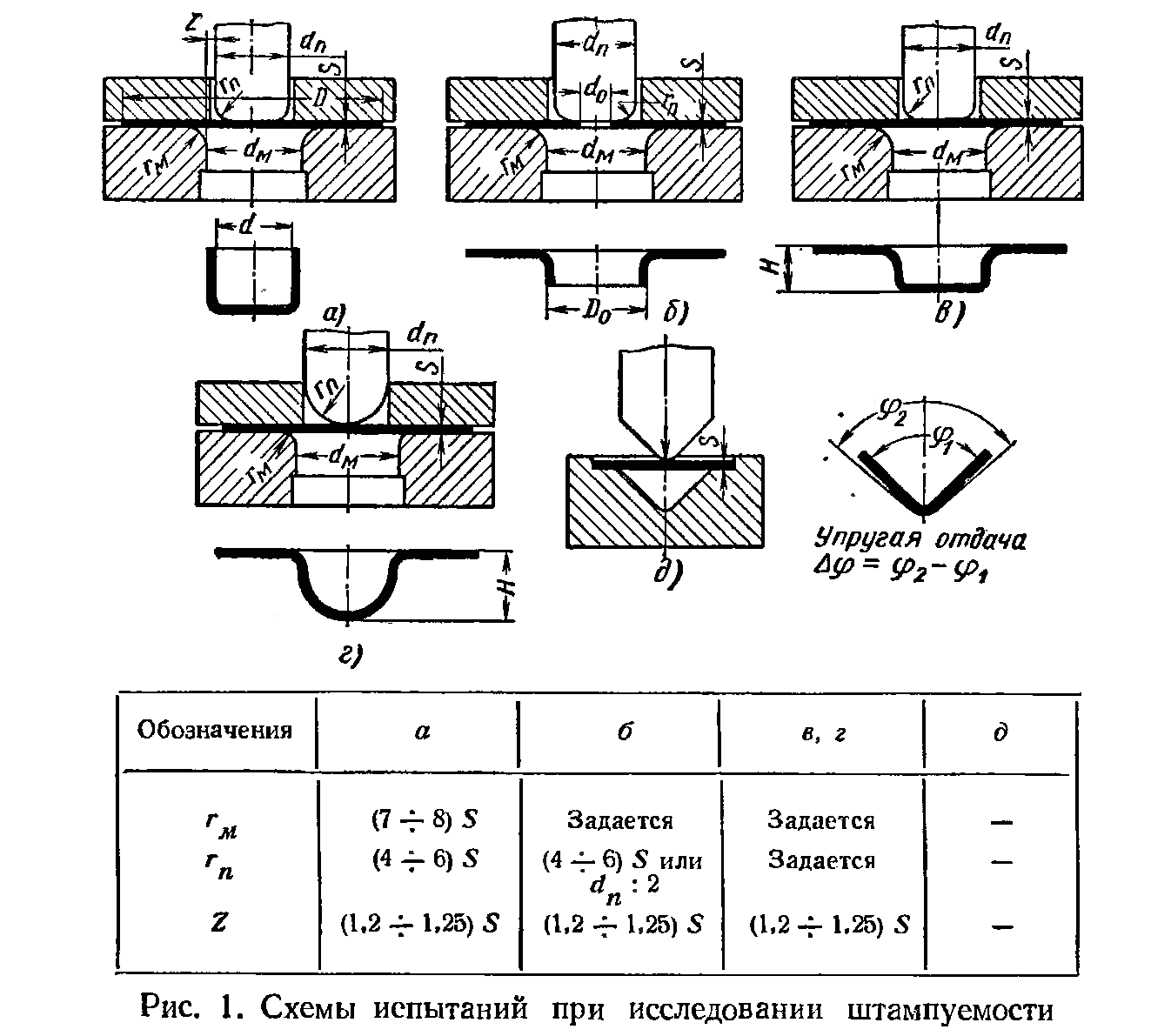
Как указывалось выше, механические испытания, выявляя основные характеристики материала, не дают абсолютных показателей штампуемости. Поэтому для определения пригодности материалов, особенно новых, проводят комплекс испытаний, повторяющих в уменьшенном масштабе конкретные операции штамповки. На рис. 1, а—д показаны схемы испытаний при исследовании штампусмости, включающей вытяжку, отбортовку, выдавку и гибку.
Для испытания на штампуемость применяют специальные измерительные приборы, позволяющие создавать условия для осуществления операций формообразования, близкие к производственным.
Приборы в основном используют для определения пригодности материала для вытяжки, отбортовки и выдавки. Для оценки пригодности материала к гибке используют оснастку, рекомендуемую ГОСТами.
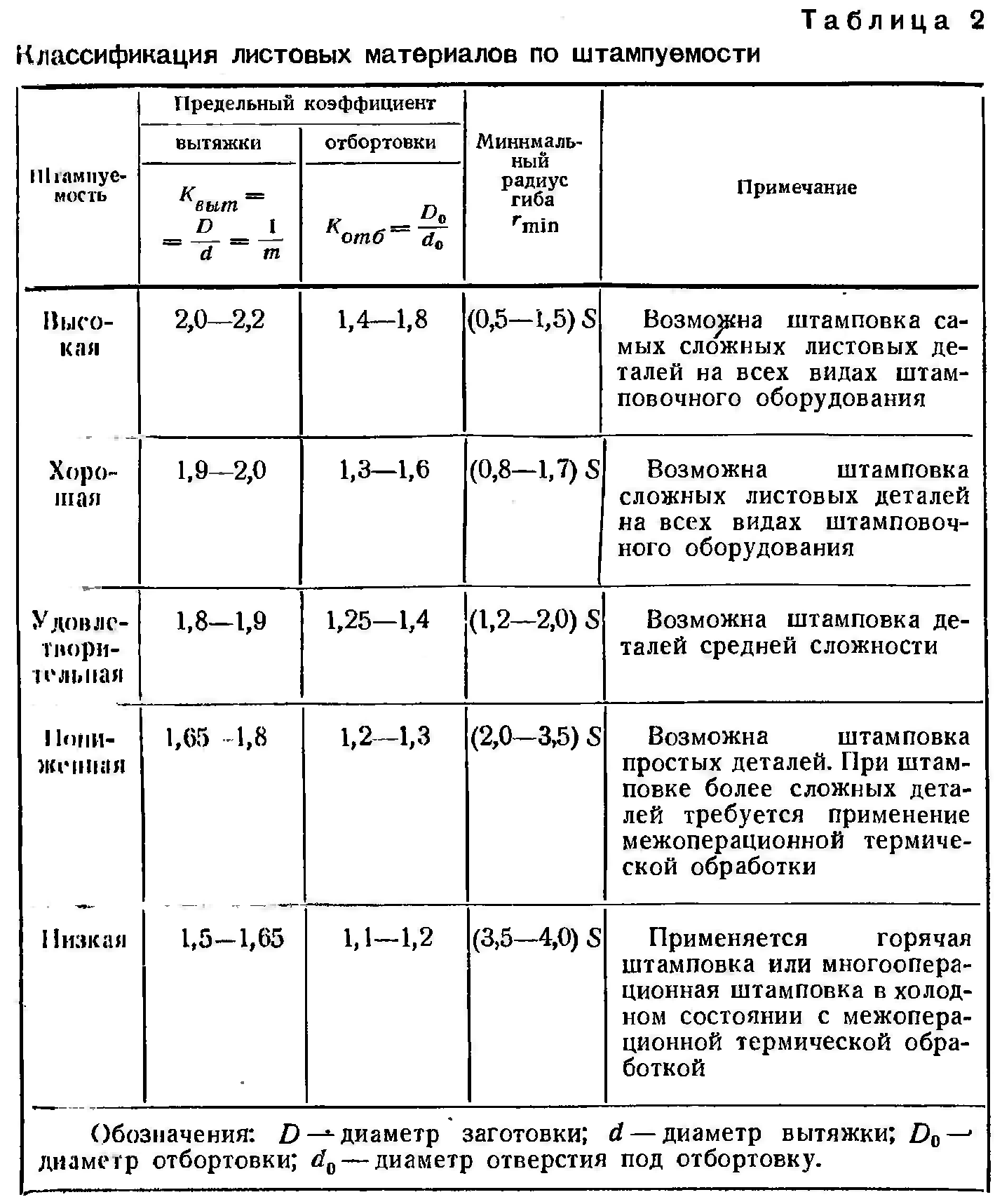
В табл 2, составленной на основании практического опыта дана классификация листовых материалов по штампуемости.